

Методы получения аморфных металлов
Сверхвысокие скорости охлаждения жидкого металла для получения аморфной структуры можно реализовать различными способами. Общим в них является необходимость обеспечения скорости охлаждения не ниже 106 К/с. Известны методы катапультирования капли на холодную пластину, распыление струи газом или жидкостью, центрифугирование капли или струи, расплавление тонкой пленки поверхности металла лазером с быстрым отводом тепла массой основного металла, сверхбыстрое охлаждение из газовой среды и др. Использование этих методов позволяет получать ленту различной ширины и толщины, проволоку и порошки.
Получение ленты. Наиболее эффективными способами промышленного производства аморфной ленты являются охлаждение струи жидкого металла на внешней (закалка на диске) или внутренней (центробежная закалка) поверхностях вращающихся барабанов или прокатка расплава между холодными валками, изготовленными из материалов с высокой теплопроводностью. Принципиальные схемы этих методов приведены на рисунке 12.2.
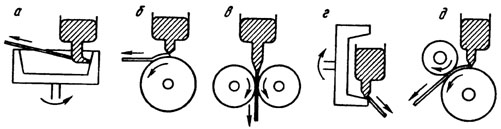
Рисунок 12.2 – Методы получения тонкой ленты путем закалки из расплава: а – центробежная закалка; б – закалка на диске; в – прокатка расплава; г - центробежная закалка; д – планетарная закалка на диске
Расплав, полученный в индукционной печи, выдавливается нейтральным газом из сопла и затвердевает при соприкосновении с поверхностью вращающегося охлаждаемого тела (холодильника). Различие состоит том, что в методах центробежной закалки и закалки на диске расплав охлаждается только с одной стороны. Основной проблемой является получение достаточной степени чистоты внешней поверхности, которая не соприкасается с холодильником. Метод прокатки расплава позволяет получить хорошее качество обеих поверхностей ленты, что особенно важно для аморфных лент, используемых для головок магнитной записи.
Для каждого метода имеются свои ограничения по размерам лент, поскольку есть различия и в протекании процесса затвердевания, и в аппаратурном оформлении методов. Если при центробежной закалке ширина ленты составляет до 5 мм, то прокаткой получают ленты шириной 10 мм и более. Метод закалки на диске, для которого требуется более простая аппаратура, позволяет в широких пределах изменять ширину ленты в зависимости от размеров плавильных тиглей. Данный метод позволяет изготавливать как узкие ленты шириной 0,1 – 0,2 мм, так и широкие – до 100 мм, причем точность поддержания ширины может быть ± 3 мкм. Разрабатываются установки с максимальной вместимостью тигля до 50 кг.
Получение проволоки. Для получения тонкой аморфной проволоки используют разные методы вытягивания волокон из расплава (рисунок 12.3).
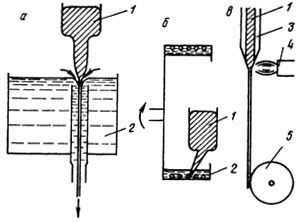
Рисунок 12.3 – Методы получения тонкой проволоки, закаленной из расплава: а – протягивания расплава через охлаждающую жидкость (экструзия расплава); б – вытягивание нити из вращающегося барабана; в – вытягивание расплава в стеклянном капилляре; 1 – расплав; 2 – охлаждающая жидкость; 3 – стекло; 4 – форсунка; 5 – смотка проволоки
В первом методе (рисунок 12.3, а) расплавленный металл протягивается в трубке круглого сечения через водный раствор солей. Во втором (рисунок 12.3, б) – струя расплавленного металла падает в жидкость, удерживаемую центробежной силой на внутренней поверхности вращающегося барабана. Затвердевшая нить сматывается затем из вращающейся жидкости. Известен метод, состоящий в получении аморфной проволоки путем максимально быстрого вытягивания расплава в стеклянном капилляре (рисунок 12.3, в). Этот метод также называют методом Тейлора. Волокно получается при протягивании расплава одновременно со стеклянной трубкой, при этом диаметр волокна составляет 2 – 5 мкм. Главная трудность здесь состоит в отделении волокна от покрывающего его стекла, что, естественно, ограничивает составы сплавов, аморфизируемых данным методом.
Получение порошков. Для производства порошков аморфных сплавов можно воспользоваться методами и оборудованием, применяемым для изготовления обычных металлических порошков.
На рисунке 12.4 показаны схемы несколько методов, позволяющих в больших количествах получать аморфные порошки.
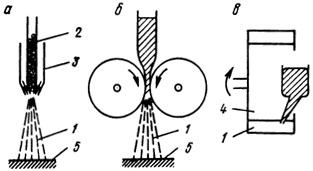
Рисунок 12.4 – Методы получения аморфных порошков: а – метод распыления (спрей-метод); б – кавитационный метод; в – метод распыления расплава вращающимся диском; 1 – порошок; 2 – исходное сырье; 3 – форсунка; 4 – охлаждающая жидкость; 5 – охлаждаемая плита
Среди них в первую очередь следует отметить хорошо зарекомендовавшие себя методы распыления (рисунок 12.4, а).Известно изготовление аморфных порошков кавитационным методом, реализуемым прокаткой расплава в валках, и методом распыления расплава вращающимся диском. В кавитационном методе (рисунок 12.4, б) расплавленный металл выдавливается в зазоре толщиной 0,2 – 0,5 мм между двумя валками, изготовленными, например, из графита или нитрида бора. Расплав выбрасывается валками в виде порошка, который попадает на охлажденную плиту или в охлаждающий водный раствор. Метод распыления вращающимся диском (рисунок 12.4, в) в принципе аналогичен ранее описанному методу изготовления тонкой проволоки, но здесь расплавленный металл, попадая в жидкость, разбрызгивается за счет ее турбулентного движения. С помощью этого метода получают порошок в виде гранул диаметром около 100 мкм.
РАЗДЕЛ 12.3.1 |
|