

1.6 Проектирование технологического маршрута обработки
1.6.1 Выбор и обоснование технологических баз
Выбор «черных» баз [3, стр. 30]
При применении в проектируемом технологическом процессе многоцелевых станков, обладающих большими возможностями, широко используется принцип концентрации переходов. Тогда весь технологический процесс или его большая часть производится в пределах одной операции с одной установки заготовки от «черных» баз. «Черными», т.е. необработанными, установочными базами приходиться пользоваться на первой операции; за «черные» базы принимаются по возможности ровные и чистые поверхности с наименьшими припусками, обеспечивающие наибольшую устойчивость и жесткость заготовки при обработке. За «черную» базу берутся наружная цилиндрическая поверхность диаметром 150f9(-0,043; -0,143) мм и торец диаметром 150 мм. От нее обрабатывают поверхности, используемые затем в качестве базы на последующих операциях.
В качестве технологических баз детали на первой операции в соответствии с рисунком 1.5 принимаются:
1,2,3,4 – является двойной направляющей базой, лишает деталь четырех степеней свободы;
5 –опорная база, лишает деталь одной степени свободы.
6 –опорная скрытая база, лишает деталь одной степени свободы и реализуется за счет сил зажима.
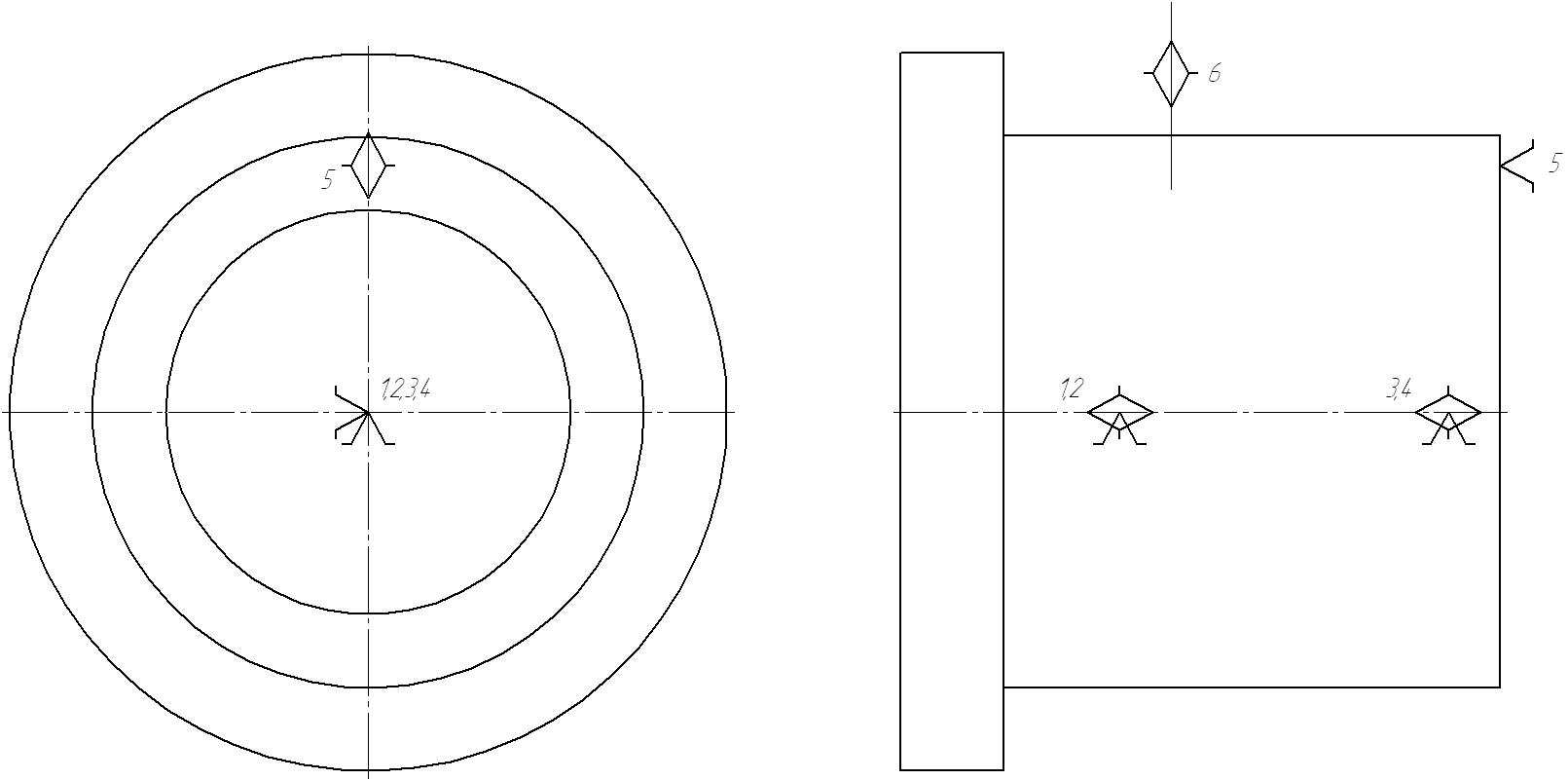
Рисунок 1.5 – Схема базирования заготовки детали на первой операции
Выбор «чистовых» баз [3, стр. 30]
За «чистые» установочные базы целесообразно принять внутреннюю цилиндрическую поверхность диаметром 110Н8(+0,054) мм и торцовую поверхность диаметром 134 мм. Эти поверхности обеспечат наибольшую устойчивость и наименьшие деформации детали от зажима и усилий резания. При этом соблюдается принцип постоянства баз, т.е. все поверхности на всех операциях (установках) будут обрабатываться с использованием одних и тех же установочных баз.
В качестве технологических баз детали на большинстве операций в соответствии с рисунком 1.6 принимаются:
1,2,3,4 – является двойной направляющей базой, лишает деталь четырех степеней свободы;
5 –опорная база, лишает деталь одной степени свободы.
6 –опорная скрытая база, лишает деталь одной степени свободы и реализуется за счет сил зажима.
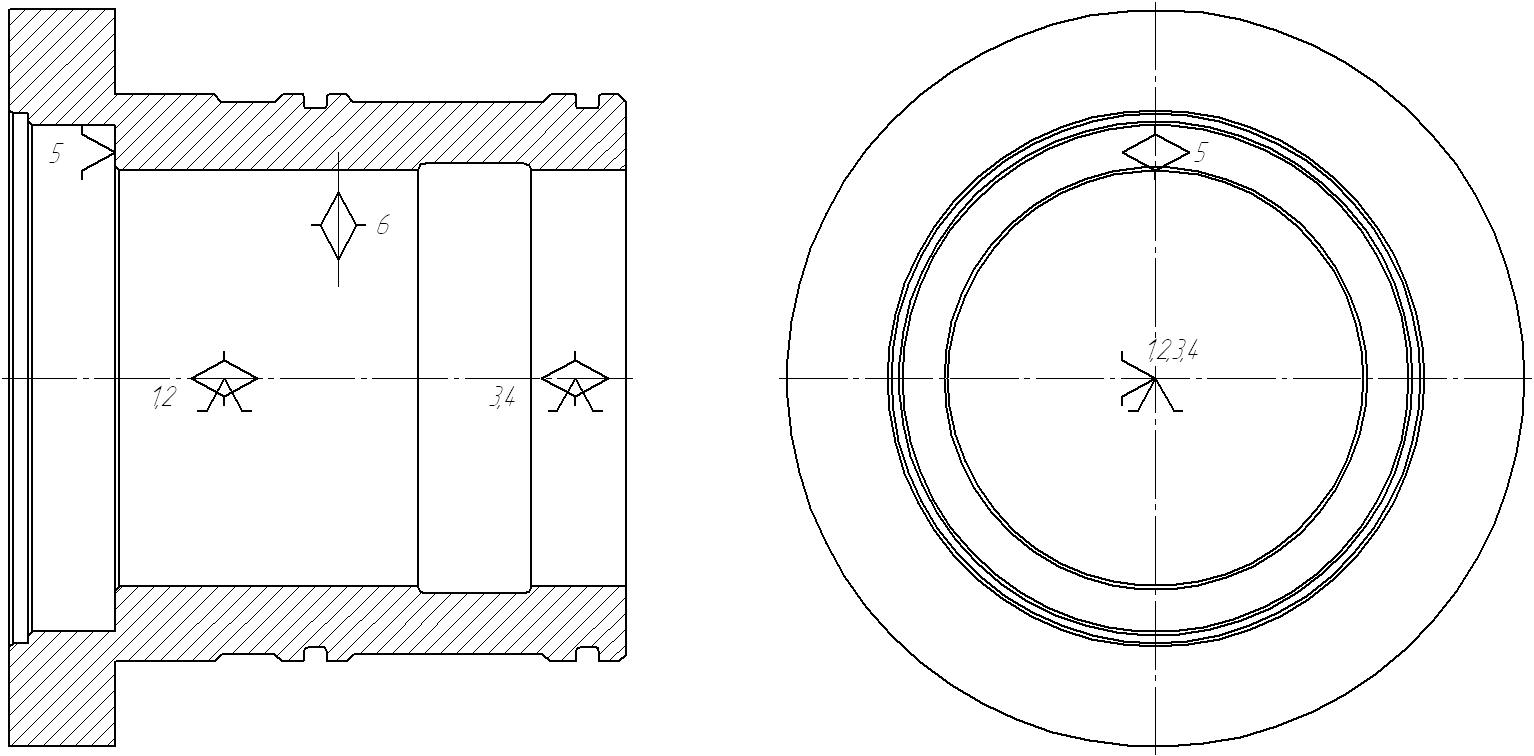
Рисунок 1.6 – Схема базирования заготовки детали на большинстве операций
Не все поверхности детали проходят обработку на первой операции и на большинстве операций. Выбираются технологические базы для обработки прочих поверхностей.
В качестве технологических баз детали для обработки прочих поверхностей в соответствии с рисунком 1.9 принимаются:
1,2,3,4 – является двойной направляющей базой, лишает деталь четырех степеней свободы;
5 –опорная база, лишает деталь одной степени свободы.
6 –опорная скрытая база, лишает деталь одной степени свободы и реализуется за счет сил зажима.
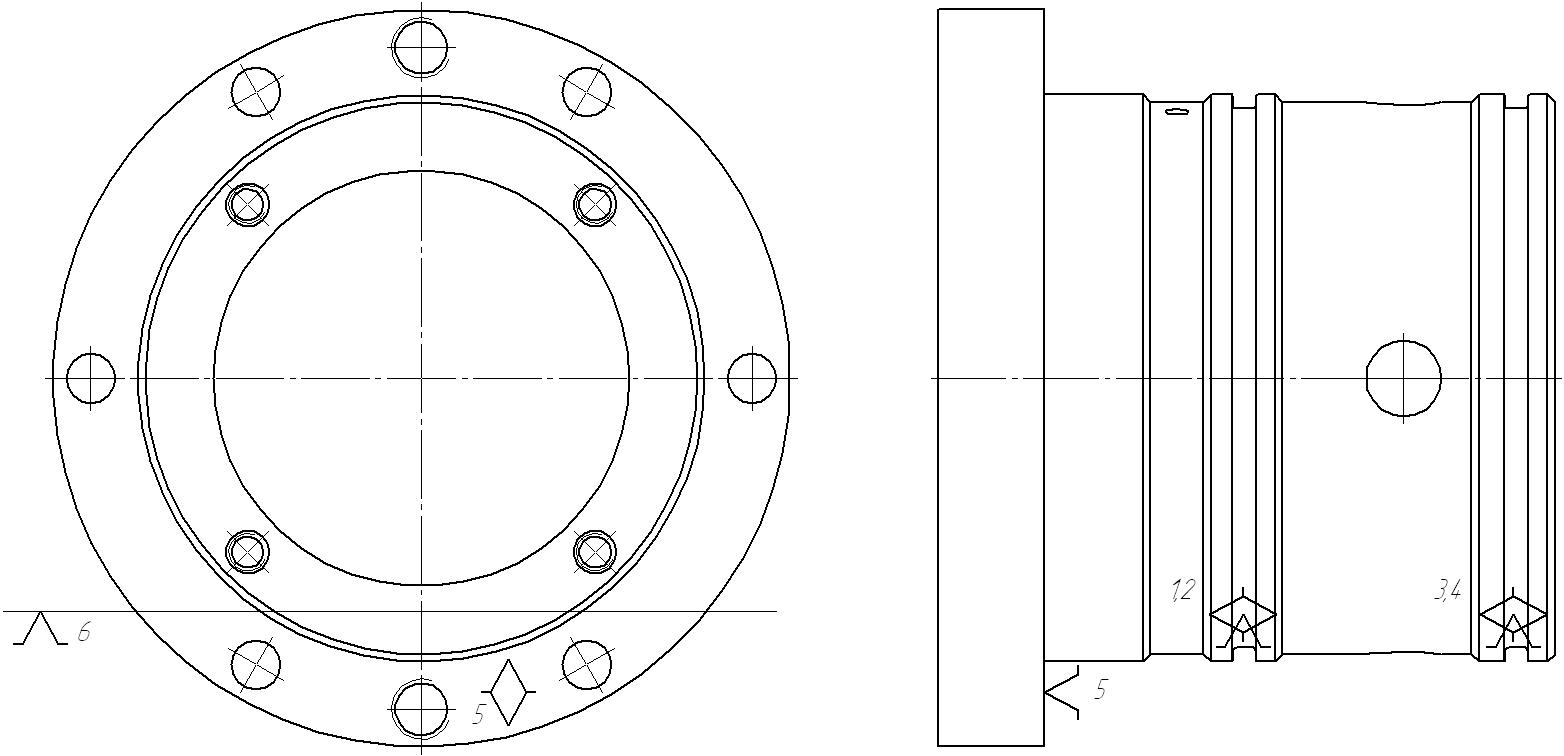
Рисунок 1.7 – Схема базирования заготовки детали для обработки прочих поверхностей
1.5.2 Выбор методов и количества необходимых переходов обработки
1 Обработка наружной цилиндрической поверхности диаметром 150f9(-0,043; -0,143) мм. Допуски на размер по 9 квалитету составляет 100 мкм, а шероховатость не должна превышать Ra 3,2 мкм. В качестве заготовки выбрана штамповка на ГКМ. Поверхности в заготовке имеют допуски соответствующие 16-17 квалитету, и имеют шероховатость Rа 20 мкм.
Для получения требуемой точности детали можно применить следующие методы:
1) точение чистовое;
2) шлифование предварительное;
Если сравнивать эти методы, можно сказать определенно: исходя из принятой схемы базирования и доступности обрабатываемых поверхностей в данном случае более целесообразно чистовое точение, так как шлифование по стоимости выше, чем точение, а также шлифование требует канавки для выхода шлифовального круга и частой правки круга, что нежелательно.
Перед чистовым точением точность размера поверхности должна быть на 2-3 квалитета грубее, которую возможно получить только точением черновым.
Таким образом, выбираем следующую последовательность обработки и количество необходимых переходов:
точение черновое (h12, Ra 6,3);
точение чистовое (f9, Ra 3.2);
Уточнения по переходам:
![]()
![]()
Значения уточнений не увеличиваются, что свидетельствует о правильности назначения переходов.
2 Обработка наружных канавок диаметром 142,6-0,1 мм и шириной 5,6+0,12 мм. Допуски на размеры по 9-12 квалитету, а шероховатость не должна превышать Ra 2,5 мкм.
Для получения требуемой точности детали можно применить следующие методы:
1) фрезерование чистовое;
2) точение чистовое (однократное).
В данном случае более целесообразно чистовое точение (однократное).
3 Обработка внутренних поверхностей диаметром 110Н8(+0,054) мм, 134Н8(+0,063) мм и 140Н8(+0,063) мм. Допуск на диаметральные размер по 8 квалитету, а шероховатость не должна превышать Ra 1,6-2,5 мкм. В качестве заготовки выбрана штамповка на ГКМ. Поверхности в заготовке имеют допуски соответствующие 16-17 квалитету, и имеют шероховатость Rа 20 мкм.
Для получения требуемой точности детали можно применить следующие методы:
1) растачивание тонкое;
2) протягивание чистовое;
Все эти методы необходимо сравнивать по производительности и себестоимости.
Протягивание применить невозможно, так как поверхности – ступенчатые, поэтому в данном случае для достижения конечной точности целесообразней использовать тонкое растачивание.
Перед тонким растачиванием точность размера отверстия должна быть на 1-2 квалитета грубее, который возможно получить следующими методами:
растачивание чистовое;
протягивание черновое;
По тем же соображениям для обработки по 8-9 квалитету используется чистовое растачивание. Обработка по 8-9 квалитету будет эффективной, если ей предшествует точность отверстия грубее на 2-3 квалитета. Для обработки по 11-12 квалитету можно применить следующие методы:
1) рассверливание;
2) растачивание черновое.
По тем же соображениям для обработки по 11-12 квалитету используется черновое растачивание.
Таким образом, выбираем следующую последовательность обработки и количество необходимых переходов:
растачивание черновое (Н11, Ra 6,3);
растачивание чистовое (Н8, Ra 3,2);
растачивание тонкое (Н7, Ra 1,6-2,5).
Уточнения по переходам:
![]()
![]()
![]()
Значения уточнений не увеличиваются, что свидетельствует о правильности назначения переходов.
4 Обработка наружной цилиндрической поверхности диаметром 195 мм, торцовых поверхностей диаметром 195 мм и 150 мм, а также канавки диаметром 146 мм, и шириной 14 мм, и 50 мм. Допуски на размеры по 14 квалитету, а шероховатость не должна превышать Ra 6,3 мкм.
Для получения требуемой точности детали можно применить следующие методы:
1) фрезерование черновое;
2) точение черновое.
В данном случае более целесообразно черновое точение.
5 Обработка отверстий диаметром 6 мм, 13 мм и 20 мм. Допуски на размеры по 14 квалитету, а шероховатость не должна превышать Ra 6,3 мкм.
Для получения требуемой точности детали можно применить только сверление, так как это единственный метод получения отверстия в сплошном металле.
6 Обработка внутренней канавки диаметром 114+0,5 мм. Допуск на размер по 12-13 квалитету составляет 500 мкм, а шероховатость не должна превышать Ra 6,3 мкм.
Для получения требуемой точности детали можно применить следующие методы:
1) фрезерование черновое;
2) растачивание черновое.
В данном случае более целесообразно растачивание черновое.
7 Резьбовые отверстия М16-6Н и М10-6Н можно получить только нарезанием резьбы метчиком.
Выбираем следующую последовательность обработки и количество необходимых переходов:
центрование для определения положения осей;
сверление (Н12, Ra 6,3);
нарезание резьбы.
8 Фаски обрабатываются точением черновым, фрезерованием и сверлением.
1.5.3 Определение последовательности обработки
При реализации технологического процесса на многоцелевых станках с ЧПУ придерживаются следующей последовательности обработки корпусных деталей:
- фрезерная обработка наружных поверхностей, затем уступов, пазов,
выступов;
- обработка главных отверстий;
- чистовая обработка главных отверстий, канавок;
- обработка крепежных отверстий.
Рассматриваются два альтернативных варианта последовательности обработки
Определяется последовательность обработки детали для первого варианта:
точение черновое торца диаметром 195 мм;
растачивание черновое внутренних цилиндрических поверхностей диаметром 110Н8(+0,035), 134Н8(+0,04), 140Н8(+0,04), торцов этих поверхностей, а также фасок 1×45˚ на этих поверхностях;
растачивание черновое внутренней канавки диаметром 114+0,5 мм и шириной 30 мм;
растачивание чистовое внутренних цилиндрических поверхностей диаметром 110Н8(+0,035), 134Н8(+0,04) и 140Н8(+0,04);
растачивание тонкое внутренних цилиндрических поверхностей диаметром 110Н8(+0,035), 134Н8(+0,04) и 140Н8(+0,04);
точение черновое торцов диаметром 150 мм и 195 мм, наружных цилиндрических поверхностей диаметром 195 мм, и 150f9(-0,043; -0,143) мм, а также фаски 2×45˚;
точение черновое 2-х наружных канавок диаметром 146 мм и шириной 14 мм, и 50 мм;
точение чистовое наружной цилиндрической поверхности диаметром 150f9(-0,043; -0,143) мм;
точение чистовое (однократное) 2-х наружных канавок диаметром 142,6-0,1 мм и шириной 5,6+0,12 мм;
фрезерование черновое 3-х лысок для центровки отверстий;
центрование 15 отверстий;
сверление 4-х отверстий диаметром 20 мм насквозь;
сверление отверстия диаметром 6 мм насквозь;
сверление 6-и отверстий диаметром 13 мм, а также фасок 1,6×45˚;
сверление 2-х отверстий диаметром 14 мм насквозь, под нарезание резьбы М16-6Н, а также фасок 2×45˚;
нарезание 2-х резьбовых отверстий М16-6Н насквозь;
сверление 4-х отверстий диаметром 8,5 мм на длину 30 мм, под нарезание резьбы М10-6Н, а также фасок 1,5×45˚;
нарезание 4-х резьбовых отверстий М10-6Н на длину 25 мм.
Определяется последовательность обработки детали для второго варианта:
точение черновое торца диаметром 195 мм;
растачивание черновое внутренних цилиндрических поверхностей диаметром 110Н8(+0,035), 134Н8(+0,04), 140Н8(+0,04), торцов этих поверхностей, а также фасок 1×45˚ на этих поверхностях;
растачивание черновое внутренней канавки диаметром 114+0,5 мм и шириной 30 мм;
растачивание чистовое внутренних цилиндрических поверхностей диаметром 110Н8(+0,035), 134Н8(+0,04) и 140Н8(+0,04);
растачивание тонкое внутренних цилиндрических поверхностей диаметром 110Н8(+0,035), 134Н8(+0,04) и 140Н8(+0,04);
центрование 8 отверстий;
сверление 6-и отверстий диаметром 13 мм, а также фасок 1,6×45˚;
сверление 2-х отверстий диаметром 14 мм насквозь, под нарезание резьбы М16-6Н, а также фасок 2×45˚;
нарезание 2-х резьбовых отверстий М16-6Н насквозь;
точение черновое торцов диаметром 150 мм и 195 мм, наружных цилиндрических поверхностей диаметром 195 мм, и 150f9(-0,043; -0,143) мм, а также фаски 2×45˚;
точение черновое 2-х наружных канавок диаметром 146 мм и шириной 14 мм, и 50 мм;
точение чистовое наружной цилиндрической поверхности диаметром 150f9(-0,043; -0,143) мм;
точение чистовое (однократное) 2-х наружных канавок диаметром 142,6-0,1 мм и шириной 5,6+0,12 мм;
фрезерование черновое лыски на наружной канавке диаметром 146 мм и шириной 14 мм, для зацентровки отверстия диаметром 6 мм;
центрование 5 отверстий;
сверление 4-х отверстий диаметром 20 мм насквозь;
сверление отверстия диаметром 6 мм насквозь;
сверление 4-х отверстий диаметром 8,5 мм на длину 30 мм, под нарезание резьбы М10-6Н, а также фасок 1,5×45˚;
нарезание 4-х резьбовых отверстий М10-6Н на длину 25 мм;
1.5.4 формирование технологических операций
Для первого варианта:
Переходы 1-9 объединяем в операцию 005 Токарная с ЧПУ выполняемую в два установа: 1-5 – первый установ, 6-9 – второй установ.
Переходы 9-18 объединяем в операцию 010 Сверлильно-фрезерно-расточная с ЧПУ.
Для второго варианта:
Переходы 1-19 объединяем в операцию 005 Токарно-фрезерная с ЧПУ выполняемую в два установа: 1-9 – первый установ, 10-19 – второй установ.
1.5.5 Выбор средств технологического оснащения (оборудования, инструмента, приспособлений)
1.5.5.1. В условиях среднесерийного производства наиболее эффективно применение оборудования с ЧПУ. Это объясняется тем, что при их применении значительно сокращается подготовительно-заключительное время. Кроме того, станки с ЧПУ, как правило, обладают большими технологическими возможностями и имеют высокую жесткость и точность.
С учётом принятых операций и последовательности обработки выбираем оборудование:
Для первого варианта:
005 Токарная с ЧПУ принимаем станок 160HT;
010 Сверлильно-фрезерно-расточная принимаем станок 500V/5;
Для второго варианта:
005 Токарно-фрезерная принимаем станок с ЧПУ модели MULTUS B200W.
Виды переходов, размеры детали, размеры стола, тип производства и вместимость магазина дают возможность применения станков таких моделей для обработки данной детали.
Основные технические характеристики токарного станка с ЧПУ модели 160HT высокой точности [4]:
Рабочая зона |
|
Наибольший диаметр обработки, мм |
200 |
Наибольшая длина обработки, мм |
120 |
Диаметры токарных патронов, мм |
210 |
Наибольший продольный ход ( Z ), мм |
250 |
Наибольший поперечный ход(Х), мм |
200 |
Шпиндель и главный привод |
|
Диапазон частот вращения шпинделя, об/мин |
|
- патронный вариант |
5 - 4000 |
Наибольший крутящий момент, Нм |
|
- патронный вариант |
200 |
Перемещения |
|
Дискретность перемещений по осям ,мм |
0,001 |
Предельные рабочие подачи, мм/мин |
1-15000 |
Точность позиционирования по всем осям, мм |
0,01 |
Повторяемость, мм |
± 0,005 |
Характеристика револьверной головки |
|
Количество позиций, шт. |
8 |
Время смены инструмента, сек. |
0,5 |
Точность позиционирования |
± 4'' |
Повторяемость позиционирования |
± 1,6'' |
Характеристика электрооборудования |
|
Мощность привода главного движения, кВт |
12 |
Суммарная мощность, установленных на станке электродвигателей, кВт |
19,3 |
Система ЧПУ |
SIEMENS SINUMERIK 802D |
Прочие характеристики |
|
Габаритные размеры, мм |
|
- патронный вариант |
2600х2030х2080 |
Масса, кг |
5000 |

Рисунок 1.8 – Перемещение по осям
Ось Z – продольное перемещение шпиндельной бабки Ось X – поперечное перемещение суппорта
Основные технические характеристики обрабатывающего центра модели 500V/5 [4]:
Параметры стола |
|
Диаметр планшайбы, мм |
500 |
Диаметр центрального отверстия, мм |
60Н7 |
Размеры Т-образных пазов, мм |
14Н7 |
Количество Т-образных пазов |
8 |
Наибольшее расстояние от торца шпинделя до стола, мм |
440 |
Наибольшая масса обрабатываемой детали, кг |
500 |
Шпиндель |
|
Конус шпинделя (DIN 69871) |
SK 40 |
Пределы частот вращения шпинделя, об/мин |
0-8000 |
Номинальный крутящий момент на шпинделе, Нм |
44,6 |
Перемещения |
|
Наибольшие перемещения по осям, мм |
|
- продольное перемещение Х-салазок (Х) |
900 |
- поперечное перемещение Y-колонны (Y) |
500 |
- вертикальное перемещение шпиндельной бабки (Z) |
450 |
Поворот стола, град. |
|
- поворот стола (А) |
130 |
- вращение стола (С) |
360 |
Точность позиционирования по всем осям, мм |
0,01 |
Предельные рабочие подачи, мм/мин |
1…15000 |
Скорость быстрого перемещения по осям Х, Y, Z, м/мин |
15…30 |
Инструментальный магазин |
|
Емкость инструментального магазина, шт. |
20 |
Время смены инструмента, с |
2,5 |
Наибольший диаметр инструмента, устанавливаемого в магазине [без пропуска гнезд], мм |
110 [97] |
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм |
250 |
Наибольшая масса оправки, устанавливаемой в магазине, кг |
6,5 |
Характеристика электрооборудования |
|
Мощность двигателя главного привода, кВт |
7 |
Номинальная частота вращения, об/мин |
1500 |
Максимальная частота вращения, об/мин |
8000 |
Суммарная мощность установленных на станке электродвигателей, кВт |
30 |
Система ЧПУ |
SIEMENS SINUMERIK 840D |
Прочие характеристики |
|
Габаритные размеры, мм |
2905x3165x3000 |
Общая площадь станка в плане, кв.м., не более (с учетом открытых дверей шкафа) |
18,12 |
Масса, кг |
7400 |
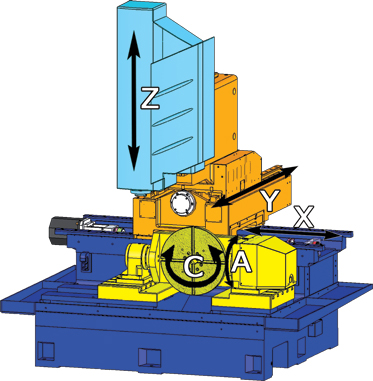
Рисунок 1.9 – Перемещение по осям
Ось Х – продольное перемещение Х – салазок Ось Y – поперечное перемещение Y – салазок Ось Z – вертикальное перемещение шпиндельной бабки Ось A – поворот 2-осевого стола Ось C – вращение 2-осевого стола
Таблица 1.1 – Основные технические характеристики станка с ЧПУ модели MULTUS B200W
№ п/п |
Наименование |
Ед-ца измер. |
Величина |
1 |
Максимальный диаметр обработки |
мм |
600 |
2 |
Максимальная длина обработки |
мм |
750 |
3 |
Величина осевых перемещений:
|
мм мм мм мм град. град. |
500 (+480 –20) 800 160 (+80 –80) 810 360 (с дискр. 0,001) 225 (-30 +195) (с дискр. 0,001) |
4 |
Диапазон частоты вращения шпинделя L/R |
об/мин |
50- 6 000 |
5 |
Присоединительный конец шпинделя L/R |
тип |
Ø 140 |
7 |
Наружный диаметр шпинделя L/R |
мм |
100 |
8 |
Однопозиционная инструментальная головка для токарного и фрезерного инструментов |
тип |
Н1 |
9 |
Время смены инструмента от стружки до стружки |
сек |
3,2 |
10 |
Присоединительный конус вспомогательного инструмента |
|
HSK-A63 |
11 |
Емкость инструментального магазина |
ед. |
20 |
12 |
Максимальный диаметр инструмента смежного/через гнездо |
мм |
90/130 |
13 |
Максимальная длина/вес инструмента |
мм/кг |
200/4 |
15 |
Диапазон частоты вращения инструментального шпинделя |
об/мин |
50-12 000 |
16 |
Скорость осевых ускоренных перемещений |
м/мин |
X; Z-40, Y-26, W-20 |
17 |
Мощность главного мотора-шпинделя L/R |
кВт |
VAC 11/7,5 (20 мин /пост.) |
18 |
Мощность привода инструментального шпинделя |
кВт |
PREX 12/8 (5 мин/пост.) |
19 |
Габариты станка:
|
мм мм |
2 600 3 140х2 030 |
20 |
Система ЧПУ |
тип |
OSP-Р200L |
21 |
Вес станка (включая систему ЧПУ) |
кг |
8 000 |
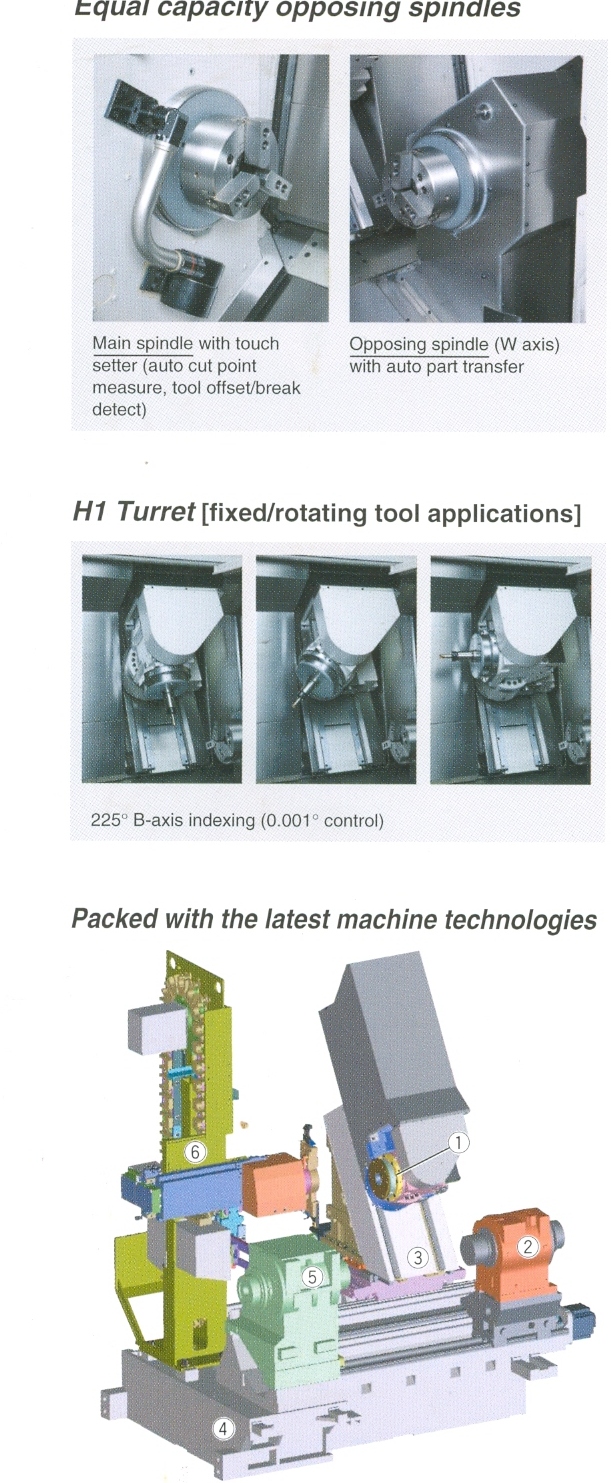
Рисунок 1.7 – Конструктивные особенности станка
1.5.5.2 Режущий инструмент является составной частью комплексной автоматизированной системы станка с ЧПУ. Тщательный выбор и подготовка инструментов связана с высокой стоимостью оборудования и необходимостью достижения максимальной производительности и высокой точности обработки.
Режущий инструмент для станка с ЧПУ должен удовлетворять следующим требованиям:
обеспечению высоких и стабильных режущих характеристик;
удовлетворительному формированию и отводу стружки;
обеспечению заданных условий по точности обработки;
универсальности применения для типовых обрабатываемых поверхностей различных деталей на разных моделях станков с ЧПУ;
При выборе инструмента учитываем тип производства, материал детали, виды переходов, емкость инструментального магазина выбранного станка и наибольший диаметр инструмента, устанавливаемого в инструментальный магазин, а также наибольшую массу инструмента.
Для данной детали выбираем режущие и вспомогательные инструменты для станков с ЧПУ от компании «Sandvik Coromant» и «Dormer» [5, 6].
Таблица 1.2 – Режущий и вспомогательный инструмент для первого варианта
№ оп. |
№ пер. |
Наименование |
Обозначение корпуса инструмента |
Обозначение пластины |
Обозначение вспомогательного инструмента |
Реж. часть* |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
005 |
1 |
Резец |
C4-DCLNR-27055-16 |
CNMG 16 06 12-PR 4225 |
C4-LC2040-00075M |
Т5К10 |
2 |
Резец |
C4-DTFNR-17090-16 |
TNMG 16 04 08-PR 4225 |
C4-391.01-40 060A, C4-391.01-40 040, C4-LC2040-00075M |
Т5К10 |
|
3 |
Резец |
RAG151.32-32S-30 |
N151.3-400-30-7P 1125 |
|
Т5К10 |
|
4,5 |
Резец |
C4-STFCL-13080-11-B1 |
TCMT 11 03 04-PF 4225 |
C4-391.01-40 060A, C4-391.01-40 040, C4-LC2040-00075M |
Т15К6 |
|
6 |
Резец |
C4-DCLNR-27055-16 |
CNMG 16 06 12-PR 4225 |
C4-LC2040-00075M |
Т5К10 |
|
7 |
Резец |
C4-RF151.22-27055-40 |
N151.2-4008-40-5T 1125 |
C4-LC2040-00075M |
Т5К10 |
|
8 |
Резец |
C4-SCLCR-27050-09 |
CCMT 09 T3 04-PF 4225 |
C4-LC2040-00075M |
Т15К6 |
|
9 |
Резец |
C4-LF151.22-27055-50 |
N151.2-A219-50-4G 1125 |
C4-LC2040-00075M |
Т15К6 |
|
010 |
1 |
Фреза |
S3326.0 |
- |
|
Т5К10 |
2 |
Сверло |
R1235.0 |
- |
|
Т15К6 |
|
3 |
Сверло |
А91620.0 |
- |
|
Р6М5 |
|
4 |
Сверло |
А5786.0 |
- |
|
Р6М5 |
|
5 |
Сверло |
R841-1310-30-A1A 1220 |
- |
|
Т15К6 |
|
6 |
Сверло |
R841-1400-30-A1A 1220 |
- |
|
Т15К6 |
|
7 |
Метчик |
Е449М16 |
- |
|
Р6М5 |
|
8 |
Сверло |
R841-0850-30-A1A 1220 |
- |
|
Т15К6 |
|
9 |
Метчик |
Е448М10 |
- |
|
Р6М5 |
Таблица 1.3 – Режущий и вспомогательный инструмент для второго варианта
№ оп. |
№ пер. |
Наименование |
Обозначение корпуса инструмента |
Обозначение пластины |
Обозначение вспомогательного инструмента |
Реж. часть* |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
005 |
1 |
Резец |
C4-DCLNR-27055-16 |
CNMG 16 06 12-PR 4225 |
C4-390.410-63 080C |
Т5К10 |
2 |
Резец |
C4-DTFNR-17090-16 |
TNMG 16 04 08-PR 4225 |
C4-391.01-40 060A, C4-391.01-40 040, C4-390.410-63 080C |
Т5К10 |
|
3 |
Резец |
RAG151.32-32S-30 |
N151.3-400-30-7P 1125 |
|
Т5К10 |
|
4,5 |
Резец |
C4-STFCL-13080-11-B1 |
TCMT 11 03 04-PF 4225 |
C4-391.01-40 060A, C4-391.01-40 040, C4-390.410-63 080C |
Т15К6 |
|
6 |
Сверло |
R1235.0 |
- |
|
Т15К6 |
|
7 |
Сверло |
R841-1310-30-A1A 1220 |
- |
|
Т15К6 |
|
8 |
Сверло |
R841-1400-30-A1A 1220 |
- |
|
Т15К6 |
|
9 |
Метчик |
Е449М16 |
- |
|
Р6М5 |
|
10 |
Резец |
C4-DCLNR-27055-16 |
CNMG 16 06 12-PR 4225 |
C4-390.410-63 080C |
Т5К10 |
|
11 |
Резец |
C4-RF151.22-27055-40 |
N151.2-4008-40-5T 1125 |
C4-390.410-63 080C |
Т5К10 |
|
12 |
Резец |
C4-SCLCR-27050-09 |
CCMT 09 T3 04-PF 4225 |
C4-390.410-63 080C |
Т15К6 |
|
13 |
Резец |
C4-LF151.22-27055-50 |
N151.2-A219-50-4G 1125 |
C4-390.410-63 080C |
Т15К6 |
|
14 |
Фреза |
S3326.0 |
- |
|
Т5К10 |
|
15 |
Сверло |
R1235.0 |
- |
|
Т15К6 |
|
16 |
Сверло |
880-D2000C4-04 |
880-04 03 W07H-P-GR 4044 |
C4-390.410-63 080C |
Т15К6 |
|
17 |
Сверло |
А5786.0 |
- |
|
Р6М5 |
|
18 |
Сверло |
R841-0850-30-A1A 1220 |
- |
|
Т15К6 |
|
19 |
Метчик |
Е448М10 |
- |
|
Р6М5 |
*Показаны российские аналоги зарубежных инструментальных материалов.
1.5.5.3 При выборе приспособлений для данной детали, обрабатываемой на станках с ЧПУ, предъявляют ряд специфических требований, обусловленных особенностями станков, несоблюдение которых значительно снижает эффективность применения станка с ЧПУ.
Приспособления должны иметь повышенную размерную точность. Погрешности базирования и закрепления, возникающие при установке заготовок в приспособлениях, должны быть сведены к минимуму. Для этой цели приспособления должны обеспечивать возможность доступа инструмента ко всем обрабатываемым поверхностям.
Относительное перемещение заготовки и инструмента на станках с ЧПУ осуществляется в системе заранее заданных координат. Следовательно, заготовки должны иметь полное базирование в приспособлениях, а их базы – строго определённое положение относительно начала координат станка (нулевой точки).
Для обеспечения автоматической ориентации опор относительно начала координат станка приспособления должны иметь полное базирование на станке, обеспечивающее строго определённое их положение относительно нулевой точки станка.
Преимущественно используем в соответствии с требованиями ЕСТПП универсальные (многоцелевые, широко переналаживаемые) сборочные приспособления (УСП).