

Графік роботи обладнання і порядок послідовності переходу працівників за період обороту лінії
Опера-ція |
Позна-чання робо-чих місць |
Період комплектування оборотних заділів – 240 хв. |
Виготовлення виробів за період обороту лінії, шт. |
|||||||
30 |
60 |
90 |
120 |
150 |
180 |
210 |
240 |
|||
А |
С1 С2 |
|
|
|
|
|
|
|
|
126 24 |
Б |
С3 |
|
|
|
|
|
|
|
|
150 |
В |
С4 С5 |
|
|
|
|
|
|
|
|
114 36 |
Г |
С6 |
|
|
|
|
|
|
|
|
150 |












4. Результати розрахунку міжопераційних оборотних заділів на лінії наведено в таблиці 2.3.
Таблиця .2.3.
Розрахунок між операційних оборотних заділів на лінії
Частковий період |
Тривалість часткового періоду |
Розрахунок заділів, шт |
Площі епюр, шт. хв |
|
|
Між 1 і 2 операціями |
|
Т1=ТА-Б' |
45,6 |
|
S1= 1/2*(39+46)*45,6=1938 |
Т2=ТА-Б'' |
120 |
|
S2= 1/2*(46*120)= 2760 |
Т3=ТА-Б''' |
74,4 |
|
S3= 1/2*(39*74,4)=1450 |
Разом |
6148
|
||
|
|
Між 2 і 3 операціями |
|
Т4=ТБ-В' |
165,6 |
|
S4= 1/2*(165,6*71)= 5879 |
Т5=ТБ-В'' |
74,4 |
|
S5= 1/2*(74,4*71)= 2641 |
Разом |
8520 |
||
|
|
Між 3 і 4 операціями |
|
Т6=ТВ-Г' |
45,6 |
|
S6= 1/2*(14+36)*45,6=1140 |
Т7=ТВ-Г'' |
120 |
|
S7= 1/2*(36*120)= 2160 |
Т8=ТВ-Г''' |
74,4 |
|
S8= 1/2*(14*74,4)=512 |
Всього |
3821 (18489) |
||
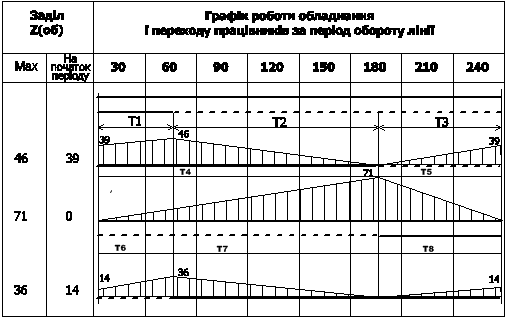
Рис. 4. Графік руху міжопераційних оборотних заділів
6. Середня величина міжопераційного оборотного заділу на лінії становить
![]()
7. Величина незавершеного виробництва на лінії складає:
![]() шт.
шт.
4. Варіанти індивідуальних завдань
4.1. Розрахунок величини тривалості циклу.
Визначити аналітично тривалість операційного, технологічного та загального циклу обробки партії деталей при послідовному, паралельно-послідовному та паралельному видах руху предметів праці на операціях. Побудувати графічно тривалість операційного циклу обробки партії деталей при різних видах їхнього руху. Вихідні дані: величина партії деталей n шт., величина транспортної партії p шт., міжопераційний час (між операціями А і Б, Б і В, В і Г) tmo хв., режим роботи однозмінний, тривалість зміни 8 год., час на перерви та особисті потреби 30 хв. Процес обробки деталей наведено в Додатку 1.