

10 Описание конструкции станочного приспособления.
Станочное приспособление спроектировано мной для операции, где производится окончательная обработка торцев шашек 170, 100, 130, 112 и растачивание отверстий72Н7, 125Н7, 85Н7, 80Н7; сверление и нарезание резьбы в крепежных отверстиях.
Станочное приспособление состоит из плиты (поз.1), на которой имеются цилиндрический палец (поз.6) и ромбический палец (поз.7), на которые устанавливается деталь.
Закрепление детали на приспособлении осуществляется с помощью прихватов 5. Прихваты осуществляют зажим корпуса за счет пневмоцилиндров 11.
Штоки 8 пневмоцилиндров, перемещаясь вниз при помощи рычагов 9, перемещают прихваты 5 со штифтом 15 и посредством вилок 12,0 закрепляют деталь.
Для снятия детали со станочного приспособления весь процесс зажима осуществляется в обратном порядке, освобождаем деталь.
Станочное приспособление базируется по центральному отверстию 50Н6 с помощью центровочного пальца и крепится 4я болтами.
Остальные неиспользованные резьбовые отверстия М16-6Н заглушены резьбовыми пробками для того, чтобы не засорились.
11. Обоснование целесообразности применения и выбора принципиальной схемы контрольного приспособления.
Проверка перпендикулярности обычными средствами измерения не дает достаточной точности и увеличивает время на контроль.
Разработанное мной контрольное приспособление ускоряет процесс замеров и дает достаточную точность измерения.
Деталь легко устанавливается и закрепляется в приспособлении.
Процесс измерения становится размеренным и отлаженным.
Применение контрольных приспособлений способствует улучшению качества контроля, совершенствованию технологического процесса, сокращению времени изготовления детали.
Спроектированное мной контрольное приспособление состоит из нормализованных деталей, что способствует его быстрому изготовлению и сборке.
11.1 Расчеты контрольного приспособления на точность.
Условие применимости приспособления:
пр[0.25…0.3]*изм
изм=0.03 мм
Погрешность измерения складывается
пр=1+и+
г
изм
tg
=—— ; изм=l*tg
2*
Диаметр
отверстия, в которое вставляется втулка
(поз.1) равен 85+0.035.
По измеренной стороне пробки находим
выпуска, равный (85-0.004)0.003
или 84.999-0.006.
Необходим
зазор между втулкой и отверстием детали
85.035-84.993=0.042 мм.
Тогда
удлинение l=0.021
мм.
0.03
1=0.21*———=4.8*10-6
мм
2*65
и
–
изм
l
Рис.
12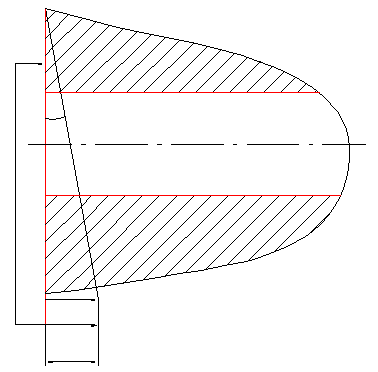
![]()
где 2=0.01 мм – перпендикулярность торца опорной втулки к оси измерения;
3=
tg
= ——
l
где
– зазор между оправкой и втулкой;
l
– длина втулки.
0.005
3=
———— =
6.6*10-5
мм
75
0.01
мм
Тогда
пр
= 4.8*10-6+0.004+0.01=0.014
мм
Рис.
13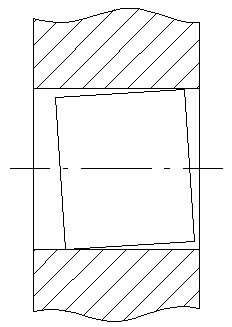
Откуда следует, что условию равенства это соответствует и приспособление контрольное обеспечивает требуемую точность измерения.
Найти максимальное показание прибора, при котором деталь будет годной
0.03-0.014=0.016 мм