

5. Расчет операционных размеров.
Определим минимальные припуска на обработку по источнику [5] стр. 175 по формуле:
zmin=Rz+h++i (6.1)
где zmin – минимальный операционный припуск;
Rz – высота неровностей, полученных на предшествующем переходе;
h – глубина дефектного слоя на предшествующем переходе;
– суммарные переходы отклонения расположения поверхности;
i – погрешность.
Rz + h = 800 мкм
= 400 мкм
i = 650 мкм
z1 min = 0.8 + 0.4 + 0.65 = 1.85 мм
z4 min = 0.8 + 0.4 + 0.65 = 1.85 мм
Для следующих видов обработки припуск определяем в той же последовательности.
z2 min = 0.025 + 0.175 = 0.2 мм
z3 min = 0.080 + 0.175 = 0.255 мм
Определим приблизительную величину опреационных размеров:
A3=c1=280
A5=A3+z2=280+0.2=280.2
A2=A5+z3=280.2+0.255=280.455
А6=c2+z3=20+0.255=20.255
А4=A6+z4=20.255+1.85=21.105
А1=A2-A6+A4+z1=280.455-20.255+22.105+1.85=284.155=20.255
Расчет операционных размеров
1 2 3 4 5 6 7
2 3 4 5 6 7


№ Метод Операционные Замыкаю
операц. обработки размеры щий р-р
О
 тливка А1 z1
тливка А1 z1О
 тливка А4 z4
тливка А4 z4Ф
 резерование А6 c2
резерование А6 c2Ф
 резерование А2 z3
резерование А2 z3Ш
 лифование А5 z2
лифование А5 z2Ф
 резерование А3 c1
резерование А3 c1
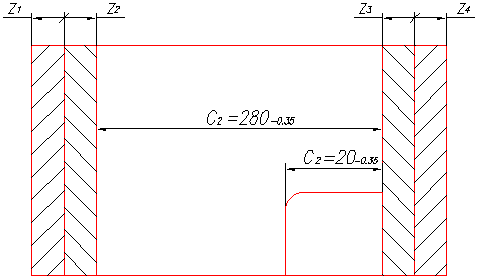
Рис. 1 Схема обработки детали по размеру 280-0.32
Допуски на замыкающие размеры определяются как сумма допусков операционные размеры, входящие в уравнение размерной цепи.
z2 = A5 + A3 = 0.32+0.52 = 0.84
z3 = A2 + A5 = 0.81+0.52 = 1.33
z4 = A4 + A6 = 0.84+0.33 = 1.17
z1 = A6 + A1+ A2+ A4 = 0.33+1.3+0.81+0.84 = 3.28
Находим размеры максимальных припусков.
z1 max = 1.85+3.28 = 5.13
z2 max = 0.2+0.84 = 1.02
z3 max = 0.255+1.33 = 1.585
z4 max = 1.85+1.17 = 3.02
Рассчитываем непосредственно операционные размеры.
1. A3 max = 280 A3 min = 279.68
Принимаем A3 = 280-0.32
2. z2 max = A5 max - A3 min
A5 max = A3 min + z2 max = 279.68+1.02 = 280.72
A5 min = A3 max + z2 min = 280+0.2 = 280.2
Принимаем A5 = 280.8-0.52
Величина корректировки +0.08
z2 max = 280.8 – 279.68 = 1.12
z2 min = 280.28 – 280 = 0.28
3. z3 max = A2 max – A5 min
A2 max = z3 max + A5 min = 1.585+280.28 = 282.865
A2 min = z3 min + A5 max = 0.255+280.8 = 281.055
Принимаем A2 = 281.5-0.45
Величина корректировки |
+0.005 |
-0.365 |
z3 max = 281.5 – 280.28 = 1.22
z3 min = 281.05 – 280.8 = 0.25
4. z3 max = A6 max – c2 min
A6 max = c2 min + z3 max = 19.65+1.22 = 20.87
A6 min = c2 max + z3 min = 20+0.25 = 20.25
Принимаем A6 = 21-0.62
Величина корректировки +0.13
z3 max = 21-19.65 = 1.35
z2 min = 20.38-20 = 0.38
5. z4 max = A4 max – A6 min
A4 max = A6 min + z4 max = 20.38+3.02 =23.4
A4 min = A6 max + z4 min = 21+1.85 = 22.85
Принимаем A4 = 23.30.4
Величина корректировки |
+0.3 |
+0.05 |
z4 max = 23.7-20.38 = 3.32
z4 min = 22.9-21 = 1.9
6. z1 max = A1 max – A2 min – z4 min
A1 max = z1 max + A2 min + z4 min = 5.13+281.05+1.9 = 288.08
A1 min = z1 min + A2 max + z4 max = 1.85+281.5+3.32 = 286.67
Принимаем A1 = 287.50.8
Величина корректировки |
+0.22 |
+0.03 |
z1 max = 288.3-281.05-1.9 = 5.35
z1 min = 286.7-281.5-3.32 = 1.88
Таблица 5.1
Исходные размеры |
Операционные размеры |
|||||||||
Обозначение размеров |
Заданный исходный размер |
Полученный исходный размер с учетом корректировки |
Обозначение размеров |
Величина принятого допуска |
Уравнение размерной цепи |
Расчетный операционный размер |
Величина коррекции за счет увеличения припуска |
Принятый операционный размер |
||
max |
min |
max |
min |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
c1 |
284-0.37 |
284 |
279.48 |
A3 |
-0.32 |
c1=A5 |
280 |
279.48 |
|
280-0.32 |
z2 |
0.2+0.84 |
1.12 |
0.28 |
A5 |
-0.52 |
z2=A5-A3 |
280.72 |
280.2 |
+0.08 |
280.8-0.52 |
z3 |
0.255+1.58 |
1.22 |
0.25 |
A2 |
-0.45 |
z3=A2-A5 |
281.865 |
281.05 |
+0.005 -0.365 |
28135-0.45 |
c2 |
20-0.35 |
20 |
1.65 |
A6 |
-0.62 |
c2=A6-z3 |
20.87 |
20.25 |
+0.13 |
21.0-0.62 |
z4 |
1.85+1.17 |
3.32 |
1.9 |
A4 |
0.4 |
z4=A4-A6 |
23.4 |
22.85 |
+0.3 +0.056 |
23.30.4 |
z1 |
1.85+3.28 |
5.36 |
1.88 |
A1 |
0.8 |
z1=A6+A1-A2-A4 |
288.08 |
286.67 |
+0.22 +0.03 |
287.50.8 |
Граф размерных цепей
Р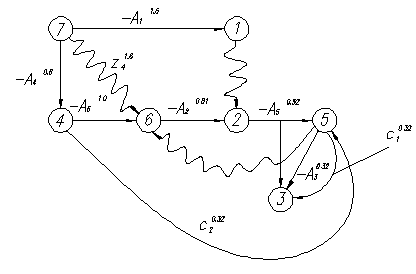 ис.
2
ис.
2
 ребро
графа, соответствует операционному
размеру.
ребро
графа, соответствует операционному
размеру.
 ребро
графа, соответствует чертежному размеру.
ребро
графа, соответствует чертежному размеру.
 ребро
графа, соответствует операционному
припуску.
ребро
графа, соответствует операционному
припуску.
С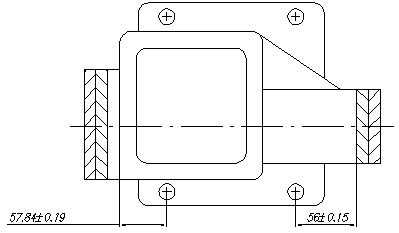


 хема
обработки детали
хема
обработки детали


1 2 3 4 5 6 7 8
№ операции |
Метод обработки |
|
|
Операционные размеры |
|
|
|
Замыкающий размер |
|
|
Отливка |
|
|
|
|
А8 |
|
|
|
|
Отливка |
|
|
А1 |
|
|
|
|
|
|
Фрезерование |
|
|
А2 |
|
|
|
|
|
|
Фрезерование |
|
|
|
|
А7 |
|
|
|
|
Фрезерование |
|
|
А3 |
|
|
|
|
|
|
Фрезерование |
|
|
|
|
А6 |
|
|
|
 Заготов
Заготов Заготов
Заготов 20
20 50
50 50
50
Рис. 3
При
расчете операционных размеров в данном
случае следует выполнить пересчет
чертежных размеров в связи с условием
базирования д
А1=с1=284-0.32 А=с2=2260.35
ТА1=0.32=0.16 TA=0.70=0.35
TA3=0.38=0.19
Р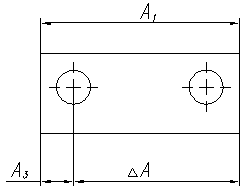 ис.
4
ис.
4
Выполним перерасчет:
А1=с1=284-0.32=283.840.16
А3=А1-А=283.84-226=57.84
А3=57.840.19
Рассчитаем минимальный припуск
z1 min = 0.8+0.4+0.65=1,85
z2 min = 0.255
z3 min = 0.255
z4 min = 1.85
Определяем приблизительную величину операционных размеров:
A6=c1=560.15 (0.3)
A3=c2=57.840.19 (0.19)
A7=A6+z3=56+0.255=56.255 (0.23)
A2=A3+z2=57.84+0.255=58.095 (0.23)
A1=A2+z1=58.095+1.85=59.945 (0.23)
A8=A7+z4=56.255+1.85=58.105 (0.23)
Допуски на замыкающие размеры определяются как сумма допусков на операционные размеры, входящие в уравнение размерной цепи:
z3=A7+A6=0.46+0.3=0.76
z2=A2+A3=0.38+0.46=0.84
z1=A1+A2=0.74+0.46=1.2
z4=A8+A7=0.74+0.46=1.2
Находим размеры максимальных припусков:
z1 max=1.85+1.2=3.05
z2 max=0.255+0.84=1.095
z3 max=0.255+0.76=1.015
z4 max=1.85+1.2=3.05
Рассчитываем непосредственно операционные размеры:
1. А6=с1 А6 max=56.15 А6 min=55.85
Принимаем А6=560.15
2. А3=с2 А3 max=58.03 А3 min=57.65
Принимаем А3=57.840.19
3. z3 max=-A6 min+A7 max
А7 max=А6 min+z6 max=55.85+1.015=56.865
А7 min=А6 max+z6 min=56.15+0.255=56.405
Принимаем А7=56.750.25
Величина корректировки 0.135
z3 max=А7 max -A6 min=57-55.85=1.15
z3 min=А7 min -A6 max=56.5-56.15=0.35
4. z2 max=-A3 min+A2 max
А2 max=А3 min+z2 max=57.65+1.095=58.745
А2 min=А3 max+z2 min=58.03+0.255=58.285
Принимаем А2=58.80.2
Величина корректировки |
+0.255 |
-0.261 |
z2 max=А2 max –A3 min=59-57.65=1.35
z2 min=А2 min –A3 max=58.6-58.03=0.57
5. z1 max=-A2 min+A1 max
А1 max=А2 min+z1 max=58.6+3.05=61.65
А2 min=А2 max+z1 min=59+1.85=60.84
Принимаем А1=61.40.4
Величина корректировки 0.15
z1 max=А1 max –A2 min=61.8-58.6=3.2
z1 min=А1 min –A2 max=61-59=2
6. z4 max=-A7 min+A8 max
А8 max=А7 min+z4 max=56.5+3.05=59.55
А8 min=А3 max+z2 min=57+1.85=58.85
Принимаем А8=59.40.4
Величина корректировки |
+0.25 |
+0.15 |
z4 max=А8 max –A7 min=59.8-56.5=3.3
z4 min=А8 min –A7 max=59-57=2
Г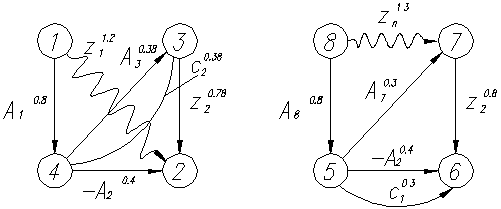 раф
размерных цепей Ведомость
раф
размерных цепей Ведомость
Рис. 5
Ведомость расчета операционных размеров.
Таблица 5.2
Исходные размеры |
Операционные размеры |
|||||||||
Обозначение размеров |
Заданный исходный размер |
Полученный исходный размер с учетом корректировки |
Обозначение размеров |
Величина принятого допуска |
Уравнение размерной цепи |
Расчетный операционный размер |
Величина коррекции за счет увеличения припуска |
Принятый операционный размер |
||
max |
min |
max |
min |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
c1 |
560.15 |
56.15 |
55.85 |
A6 |
0.15 |
c1=A6 |
56.15 |
55.85 |
|
560.15 |
c2 |
57.840.19 |
58.03 |
57.65 |
A3 |
0.19 |
c2=A3 |
58.03 |
57.65 |
|
57.840.19 |
z3 |
0.255+0.76 |
57 |
56.5 |
A7 |
0.25 |
z3=A7-A6 |
56.865 |
56.415 |
+0.135 +0.130 |
56.750.29 |
z2 |
0.255+0.84 |
59 |
58.6 |
A2 |
0.2 |
z2=A2-A3 |
58.745 |
58.285 |
+0.255 +0.261 |
58.80.2 |
z1 |
1.85+1.2 |
61.8 |
61 |
A1 |
0.4 |
z1=A1-A2 |
61.65 |
60.85 |
0.15 |
61.80.4 |
z4 |
1.85+3.2 |
59.8 |
59 |
A8 |
0.4 |
z4=A8-A7 |
59.55 |
58.85 |
+0.25 +0.15 |
59.40.4 |
С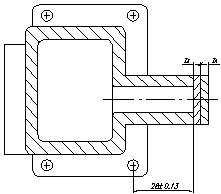
 хема
обработки детали
хема
обработки детали
№ операции |
Метод обработки |
Операционные размеры |
|
|
|
Замыкающий размер |
|
Отливка |
|
А4 |
|
|
|
|
Фрезерование |
|
А3 |
|
|
|
|
Фрезерование |
|
А2 |
|
|
|



Рис. 6
Проведем пересчет чертежных размеров для удобства механической обработки.
А1=с1=254-0.32 А=с2=59.840.09+1700.2=2270.29
ТА1=0.32=0.16 TA=0.58=0.24
TA3=0.26=0.13
Р ис.
7
ис.
7
Выполним перерасчет:
А3=A1-A=253.84-227.84=26
А3=c1=254-0.32=253.840.16
А3=260.13
Рассчитаем минимальный припуск
A4 min = 0.8+0.4+0.65=1,85
A3 min = 0.255
Определяем приблизительную величину операционных размеров:
A2=c1=26 (0.13)
A3=A2+z3=260.255 (0.165)
A4=A3+z4=26.255+1.85=28.105 (0.23)
Допуски на замыкающие размеры определяются как сумма допусков на операционные размеры, входящие в уравнение размерной цепи:
z3=A3+A2=0.26+0.33=0.59
z4=A3+A4=0.33+0.52=0.85
Находим размеры максимальных припусков:
z3 max=0.255+0.59=0.845
z4 max=1.85+0.85=2.7
Рассчитываем непосредственно операционные размеры:
1. А2=с1 А2 max=26.13 А2 min=25.87
Принимаем А2=260.13
2. z3 max= A3 max -A2 min
А3 max=А2 min+z3 max=25.87+0.845=26.715
А3 min=А2 max+z3 min=26.13+0.255=26.385
Принимаем А3=26.60.2
Величина корректировки |
+0.085 |
+0.015 |
z3 max=А3 max –A2 min=26.8-25.87=0.93
z3 min=А3 min –A2 max=26.4-26.13=0.27
3. z4 max= A4 max -A3 min
А4 max=А3 min+z4 max=26.4+2.7=29.7
А4 min=А3 max+z4 min=26.8+1.85=28.65
Принимаем А4=290.3
Величина корректировки |
+0.2 |
+0.05 |
z4 max=А4 max –A3 min=29.3-26.4=2.9
z4 min=А4 min –A3 max=28.7-26.8=1.9
Граф размерных цепей
Р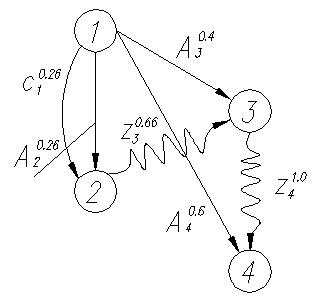 ис.
8
ис.
8
Ведомость расчета операционных размеров.
Таблица 5.3
Исходные размеры |
Операционные размеры |
|||||||||
Обозначение размеров |
Заданный исходный размер |
Полученный исходный размер с учетом корректировки |
Обозначение размеров |
Величина принятого допуска |
Уравнение размерной цепи |
Расчетный операционный размер |
Величина коррекции за счет увеличения припуска |
Принятый операционный размер |
||
max |
min |
max |
min |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
c1 |
260.13 |
26.13 |
25.87 |
A2 |
0.13 |
A2=c6 |
26.13 |
25.87 |
|
260.13 |
z3 |
0.255+0.59 |
0.93 |
0.27 |
A3 |
0.2 |
z3=A3-A2 |
26.715 |
26.385 |
+0.085 +0.015 |
26.60.2 |
z4 |
1.85+0.85 |
29 |
1.9 |
A4 |
0.3 |
z4=A4-A3 |
29.1 |
28.65 |
+0.2 +0.05 |
290.3 |
Расчет диаметральных операционных размеров.
Ведомость расчета для отв. 72Н7 (+0.03)
Таблица 5.4
№ |
Наименование операции |
Операционный припуск |
Операционный размер |
|||
Обозначение |
Величина |
Обозначение |
Формула расч. |
Прин. разм. |
||
Заг. |
Отливка |
|
|
Дзаг |
Дзаг = Д1 –2z1 |
661.0 |
50 |
Черновое растачивание |
2z1 |
4 |
Д1 |
Д1 = Д2 –2z2 |
70+0.3 |
50 |
Чистовое растачивание |
2z2 |
1.5 |
Д2 |
Д2 = Д1 –2z3 |
71.5+0.07 |
50 |
Точное растачивание |
2z3 |
0.5 |
Д3 |
Д3 = Дчерт |
72+0.03 |
Ведомость расчета для отв. 125Н7 (+0.03)
Таблица 5.5
№ |
Наименование операции |
Операционный припуск |
Операционный размер |
|||
Обозначение |
Величина |
Обозначение |
Формула расч. |
Прин. разм. |
||
Заг. |
Отливка |
|
|
Дзаг |
Дзаг = Д1 –2z1 |
118.41.1 |
50 |
Черновое растачивание |
2z1 |
4 |
Д1 |
Д1 = Д2 –2z2 |
112.4+0.4 |
50 |
Чистовое растачивание |
2z2 |
2 |
Д2 |
Д2 = Д1 –2z3 |
124.4+0.1 |
50 |
Точное растачивание |
2z3 |
0.6 |
Д3 |
Д3 = Дчерт |
125+0.04 |
Ведомость расчета для отв. 85Н7 (+0.03)
Таблица 5.6
№ |
Наименование операции |
Операционный припуск |
Операционный размер |
||||
Обозначение |
Величина |
Обозначение |
Формула расч. |
Прин. разм. |
|||
Заг. |
Отливка |
|
|
Дзаг |
Дзаг = Д1 –2z1 |
79 |
+1 |
-0.9 |
|||||||
50 |
Черновое растачивание |
2z1 |
4 |
Д1 |
Д1 = Д2 –2z2 |
83+0.36 |
|
50 |
Чистовое растачивание |
2z2 |
1.5 |
Д2 |
Д2 = Д1 –2z3 |
84.5+0.087 |
|
50 |
Точное растачивание |
2z3 |
0.5 |
Д3 |
Д3 = Дчер |
85+0.035 |
|
Ведомость расчета для отв. 80Н7 (+0.03)
Таблица 5.7
№ |
Наименование операции |
Операционный припуск |
Операционный размер |
|||
Обозначение |
Величина |
Обозначение |
Формула расч. |
Прин. разм. |
||
Заг. |
Отливка |
|
|
Дзаг |
Дзаг = Д1 –2z1 |
741.0 |
50 |
Черновое растачивание |
2z1 |
4 |
Д1 |
Д1 = Д2 –2z2 |
78+0.3 |
50 |
Чистовое растачивание |
2z2 |
1.5 |
Д2 |
Д2 = Д1 –2z3 |
79.5+0.074 |
50 |
Точное растачивание |
2z3 |
0.5 |
Д3 |
Д3 = Дчер |
80+0.03 |