

§ 8. Прокаливание форм
При существующих способах выплавления модельного состава полностью удалить его из формы не удается. Трудность бывает вызвана обычно сложностью конфигурации модели, поэтому полное удаление модельного состава из формы и придание форме окончательной прочности достигается в процессе дальнейшей операции — прокаливания формы. Кроме того, заливка чугуна в горячие формы после прокаливания дает возможность получить отливки без отбела. Это практически исключает необходимость операции отжига, облегчает механическую обработку отливок и снижает их стоимость.
При массовом производстве для прокаливания форм применяют специальные электрические или газовые печи. Нагреваемые в печи формы передвигает специальный механизм-толкатель. Конструкция электрической нагревательной печи представлена на рис. 95. Печь имеет три зоны с максимальной температурой нагрева до 950 °С. Размеры рабочего пространства печи 4500 X X 600X400 мм.
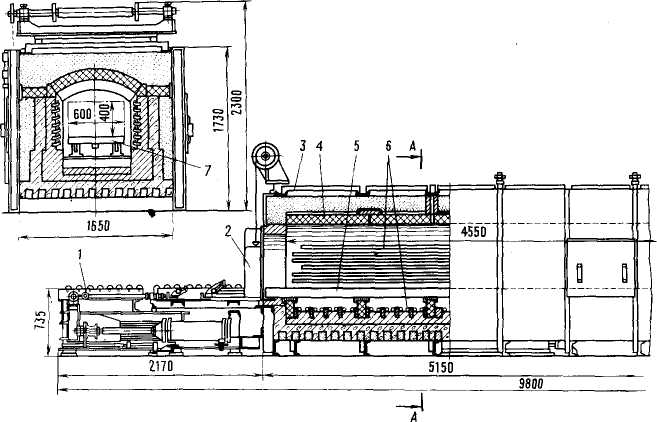
Рис. 95. Схема толкательной печи для прокаливания форм:
1 — толкатель; 2 — заслонка; 3 — кожух; 4 — огнеупорная футеровка; 5 — рельсовый путь; 6— нагреватель; 7 — поддон
199
900
800
"700
' 600
0 2
4 6 Время,
ч
Рис.
96. График прокаливания форм
с сухим наполнителем для кабинетных
художественных отливок
|
|
|
|
|
/ |
|
|
\ |
|
|
|
|
|
|
10
жественных отливок в казан на рис. 96. После рячем состоянии подаются
Для прокаливания формы устанавливают на жаропрочные поддоны, рас-, положенные на роликовом конвейере у загрузочной дверцы печи. С роликового конвейера формы проталкиваются толкателем на рельсы, расположенные внутри печи — от загрузочного окна до окна выгрузки. Скорость продвижения в печи поддонов с установленными на них формами зависит от размеров форм и применяемого при формовке наполнителя. График прокаливания форм для кабинетных худо-опоках размером в плане 350x350 мм по-окончания прокаливания формы в гона площадку для заливки.Вопросы для повторения
В чем заключается сущность способа литья по выплавляемым моделям?
Какие преимущества имеет литье по выплавляемым моделям?
з! Чем отличается современный способ литья по выплавляемым моделям от способа получения отливок по выжигаемым моделям?
Что представляет собой пресс-форма для изготовления моделей худо жественных отливок?
Какие Вы знаете способы изготовления пресс-форм для моделей худо жественных отливок?
Какие материалы применяют для изготовления выплавляемых моделей!1
Как изготовляют пресс-форму?
Как изготовляют выплавляемую модель?
Какие материалы применяют для приготовления огнеупорного покры тия моделей?
10. Для чего и как производится обсыпка модельного блока после его оо-
мазки?
11. Как изготовляют выплавляемые модели для получения пустотелых
отливок?
Как выплавляется модельный состав из формы?
Что такое модельный блок и как его изготовляют?
Как восстанавливают парафино-стеариновый модельный состав, вы плавленный из форм?
Какие существуют способы формовки керамических оболочек!1
Как производится формовка с сухим наполнителем?
Как изготовляют форму с комбинированным наполнителем?
Как и для чего прокаливают формы перед заливкой?
Глава
13

 ИЗГОТОВЛЕНИЕ
ФОРМ ДЛЯ СКУЛЬПТУР
ИЗГОТОВЛЕНИЕ
ФОРМ ДЛЯ СКУЛЬПТУР
Процесс получения крупных художественных отливок в основном тот же, что и процесс производства кабинетных отливок. Некоторые особенности в выполнении технологических операций формовки связаны с увеличением размеров формы и ее частей. К. таким особенностям следует отнести: применение каркасов при изготовлении крупных частей формы для увеличения их прочности и удобства съема, изготовление литейных форм без опок (в формовочных ямах и литейных кессонах), изготовление стержней путем заливки жидкой стержневой массы в полость формы, сушка форм на месте. Своеобразным способом изготовления литейных форм для литья скульптур является формовка по выплавляемым моделям. Таким образом, при литье скульптур применяют формовку по выплавляемым (восковым) моделям — массивным, оболочковым и пустотелым, кусковую формовку без опок (кессонную формовку), кусковую формовку с глиняной рубашкой и кусковую формовку в опоках.