

§ 8. Стержневые ящики
Внутренние полости отливки получают установкой в форме 1 стержня. Стержни изготовляют в основном в специальных при- I способлениях, называемых стержневыми ящиками. В отдельных случаях стержень может быть изготовлен с помощью шаблонов I в пустотелой модели и даже в полости самой формы, что особенно 1 часто применяют в производстве художественных отливок. 1
Стержневые ящики в зависимости от сложности изготовляемых I стержней могут быть неразъемными (цельными), разъемными, ] с отъемными частями и с глухой, не выходящей на поверхность I полостью. Материалом для стержневых ящиков служат дерево и 1 металлы. Деревянные ящики удобны в изготовлении и дешевы, I но не долговечны. Они быстро изнашиваются, коробятся, поэтому 1 их выгодно применять лишь при изготовлении небольшого числа ] стержней. Металлические стержневые ящики значительно дороже 1 деревянных и сложнее в изготовлении, но при массовом произ-1 водстве стержней они выгоднее, так как затраты на их изготовле- ] ние окупаются продолжительным сроком службы.
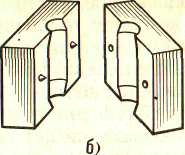
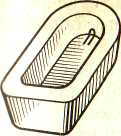
Рассмотрим устройство стержневых ящиков. На рис. 29, а показан простой стержневой ящик для изготовления стержня — вкладыша. По конструкции он неразъемный, размеры и форма I его полости соответствуют размерам и форме изготовляемого в нем 1 стержня. На рис. 29, б показан деревянный ящик для изготовле-1 ния цилиндрического стержня. Для удобства извлечения из него 1 готового стержня ящик сделан разъемным. Состоит он из двух I частей: в каждой из которых сделана выемка, соответствующая ] половине профиля стержня. Части стержневого ящика соединены между собой шипами.
68
Д)
Рис. 29. Стержневые ящикиз
1 — разъвмншй
а — неразъемный; б — разъемный; в — разъемный с одним знаком; а, о глухой полостью и отъемной частью
Внутренние полости художественных отливок почти всегда имеют сложную форму, соответствующую внешней поверхности отливки. Отсюда ясно, что полость стержневого ящика для таких стержней будет иметь неправильную форму, поэтому изготовление стержневых ящиков для художественных отливок всегда связано : большими затратами средств и времени.
В производстве художественных отливок, особенно кабинетных, стержневые ящики, как и сами модели, обычно изготовляют металлическими. Металлические стержневые ящики хорошо сохраняют сложный рельеф внутренней поверхности.
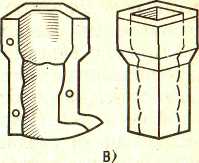
На рис. 29, в показано устройство металлического стержневого ящика для карандашницы. Для удобства извлечения готового стержня ящик изготовлен из двух частей. Так как полость в отливке, образуемая стержнем, не сквозная, то стержневой ящик имеет знак только с одной стороны.
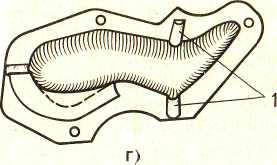
Для изготовления стержней, образующих глухую фасонную полость в отливке, применяют стержневые ящики, устройство которых показано на рис. 29, г. Такой стержневой ящик изготовляют из двух половинок, в каждой из которых делается углубление, соответствующее по форме и размерам половине стержня.
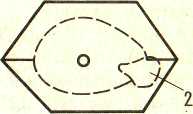
В тех случаях, когда в полости половинки ящика имеются поднутрения, затрудняющие снятие* ящика со стержня без их повреждения, в ящике делают отъемные части 2 (рис. 29, д). В стенках ящика на разъеме, где из стержня будут выходить концы его каркаса (поперечника и каркасной трубки), делают
желобки 1 (рис. 29, г) диаметром, равным диаметру прутков или трубок каркаса и поперечника. Половинки ящика плотно подгоняют друг к другу во избежание большого шва на стержне. Кромки на разъеме ящика не следует делать очень широкими, так как это затрудняет удаление излишка стержневой смеси при уплотнении. | Для уменьшения массы ящика и удобства работы наружной поверхности ящика придают форму стержня с площадками, обеспе- < чивающими устойчивость ящика при набивке стержня. Толщина! стенок стержневого ящика с глухой полостью должна гарантировать его прочность при ударах по нему во время уплотнения стержня. Для облегчения разборки ящика на его половинках; делают ручки или углубления.