

§ 10. Приготовление формовочных смесей
Качество художественной отливки во многом зависит от качества формовочной смеси, из которой приготовлена ее литейная форма. Поэтому подбор формовочных материалов для смеси и ее приготовление в технологическом процессе получения отливки имеет важное значение. Формовочная смесь может быть приготовлена из свежих формовочных материалов и отработанной смеси с небольшой добавкой свежих материалов.
Процесс приготовления формовочных смесей из свежих формовочных материалов состоит из следующих операций: составления смеси (подбор формовочных материалов), перемешивания состав-
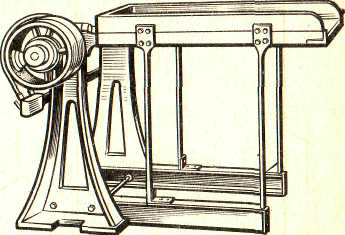
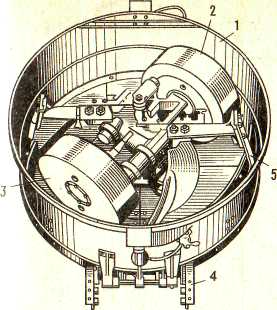
Ряс. II. Смешивающие бегумы: Рис 12. Механическое качающее сито
/ — кожух; 2, 3 — катки; 4 — механизм закрывания отверстия в дне чеши; 5 --плужки
ляющих смеси в сухом виде, увлажнения, перемешивания после увлажнения, вылеживания, разрыхления.
Составление, Известно, что формовочные пески, отвечающие всем технологическим свойствам формовочной смеси, в природных условиях встречаются редко. Поэтому смеси, как правило, приготовляют путем подбора песков с различным содержанием глины, так, чтобы полученная смесь содержала нужное количество глины и обладала необходимыми технологическими свойствами. Такой подбор материалов для приготовления смеси называют составлением смеси.
Перемешивание и увлажнение. Составляющие формовочной \ смеси тщательно перемешивают в сухом виде с целью равномер- | кого распределения частиц глины по всей массе песка. Затем смесь увлажняют, добавляя нужное количество воды, и снова перемешивают так, чтобы каждая из частиц песка покрылась пленкой глины или другого связующего. Увлажнять компоненты I смеси до перемешивания не рекомендуется, так как при этом / пески с высоким содержанием глины скатываются в небольшие шарики, трудно поддающиеся разрыхлению. Перемешивание большого количества материалов вручную — большая и трудоемкая работа. В современных литейных цехах составляющие смеси п процессе ее приготовления перемешивают в шнековых смесителях или смешивающих бегунах.
Смешивающие бегуны (рис. 11) имеют неподвижную чашу \ и два гладких катка, сидящих на горизонтальной оси вертикального вала, соединенного конической передачей с редуктором электродвигателя. Между катками и дном чаши делается регулируемый зазор, предотвращающий дробление катками зерен смеси.
Для приготовления смеси составляющие материалы засыпают в чашу бегунов и перемешивают в течение 2—3 мин в сухом виде. Затем вливают в смесь необходимое количество воды и продолжают перемешивать в течение 10—15 мин до получения равномерной по влажности и прочности смеси. Готовая формовочная смесь выгружается из чаши бегунов через отверстие в дне чаши.
В современных мощных литейных цехах применяют сдвоенные смешивающие бегуны производительностью до 200 м3/ч, маятниковые бегуны с циклом обработки замеса 1,5—3 мин.
Вылеживание. Для более равномерного распределения влаги по всей массе формовочная смесь должна вылежаться в течение 1,5—2 ч.
Разрыхление. Слежавшуюся после вылеживания смесь разрыхляют просеиванием через сита с ячейками 5—8 мм. На рис. 12 показано механическое сито. В современных механизированных цехах для разрыхления смеси применяют специальные машины — разрыхлители различной конструкции. Удобными в производстве художественного литья являются передвижные разрыхлители.
Приготовление смеси для кусковой формовки. Отличительной особенностью смеси для кусковой формовки является значительное содержание в ней глины (25—30 %). Глинистые пески, как указывалось ранее, трудно поддаются перемешиванию с другими составляющими смеси, поэтому при приготовлении из них смеси избегают перемешивания после увлажнения, а поступают следующим образом. Хорошо смешанные в сухом виде составляющие формовочной смеси засыпают слоем толщиной 6—8 см в специальный (запарный) ящик, поверхность слоя слегка увлажняют. На первый слой засыпают второй и снова увлажняют его поверхность. Такими слоями засыпают ящик до верха, поверхность последнего слоя не увлажняют. Смесь в ящике выдерживают (пропаривают) в течение 6—8 ч. При этом влага (без перемешивания) равномерно распределяется по всей массе смеси в ящике. Появление на поверхности верхнего слоя мокрых пятен свидетельствует о готовности смеси. После вылеживания смесь разрыхляют.
Влажность формовочной смеси для кусковой формовки обычно составляет 6—7 % и ее увеличение не ухудшает качество форм, так как их заливают после сушки. При длительном изготовлении форм (сложное изделие) рекомендуется увеличить количество влаги в смеси до 10 %, так как это предохраняет ее от подсыхания во время продолжительного процесса формовки.
Зерна кварца смеси при неоднократных температурных воздействиях заливаемого в форму металла растрескиваются, а при дальнейших операциях приготовления смеси размельчаются, обогащая смесь пылью.
Глинистая часть смеси при нагревании постепенно теряет клеящую способность, перегоревшие частицы глины становятся балластом смеси. Вследствие таких изменений смесь теряет свои первоначальные технологические свойства — уменьшается ее
пластичность, газопроницаемость и огнеупорность. Для восстановления утраченных свойств в смесь добавляют 5—35 % свежих формовочных материалов. Такую операцию при приготовлении формовочной смеси принято называть освежением смеси.
Процесс приготовления формовочной смеси с использованием отработанной смеси состоит из следующих операций: подготовки отработанной смеси, добавления в отработанную смесь свежих формовочных материалов, перемешивания в сухом виде, увлажнения, перемешивания составляющих после увлажнения, вылеживания, разрыхления.