

Дополнительные клейма:
Повторного формирования.
Освидетельствования колёсной пары с выпрессовкой оси.
Дата полного освидетельствования.
Номер завода полного освидетельствования.
=========================================
Колёсный центр.
Колёсный центр - коробчатого сечения (см. рис. 10), на удлиненную ступицу напрессовано зубчатое колесо в горячем состоянии с натягом, натяг проверяют в холодном состоянии в пределах 0.25-0.33 мм. В колесный центр входит: ступица, обод (обод и ступица соединены между собой 11 спицами).
Ширина обода колесного центра – 108+0.3 мм.
Наружный диаметр обода – 1070-0.3 мм. для создания натяга при посадке.
Внутренний
диаметр бандажа
– 1070±![]() мм, для
создания натяга при посадке.
мм, для
создания натяга при посадке.
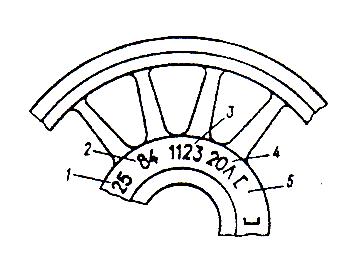
Рис. 10 –Колёсный центр.
1 - номер завода изготовителя; 2 - год изготовления;
3 - номер колесного центра; 4 - марка стали;
5 - клейма техконтроля;
Колесный центр после изготовления проверяют магнитным дефектоскопом.
=========================================
Бандаж унифицированной колёсной пары
Бандаж (см. рис. 11) соприкасается с рельсом в точке контакта очень малой площади, поэтому происходит сильный износ, который нарушает нормальное качение колеса по рельсу. Значит, бандаж должен быть твердым (способным выдержать большие нагрузки) и в тоже время вязким (во избежание появления трещин и выкрашивания).
Бандажи прокатывают из стальных отливок, нагревают до температуры 250-3200С и сразу производят напресовку на обод колёсного центра до упора (при постоянном давлении пресса) при этом температура бандажа не должна опустится ниже 2000С., и тут же устанавливают бандажное кольцо. Оба конца бандажного кольца зачеканивают в замок, при этом температура бандажа не должна опустится ниже 1500С, затем на специальном станке обжимают бандаж для фиксации бандажного кольца..
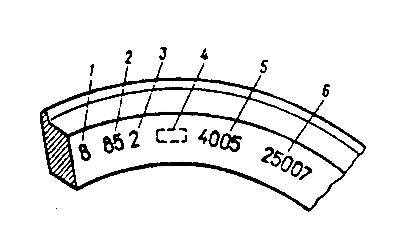
Рис. 11 –Бандаж унифицированной колёсной пары.
1 - номер завода-изготовителя; 2 - год изготовления; 3 - марка бандажа;
4 - клейма приёмки; 5 - номер плавки; 6 - номер бандажа;
Бандажное кольцо не позволяет бандажу сдвинутся с обода в горизонтальной плоскости - наружу, а бурт бандажа не позволяет бандажу сдвинутся с обода внутрь. После остывания и проверки плотности посадки на бандаже и наружном торце ступицы ставятся соответствующие клейма. Для контроля за возможным сдвигом бандажа в эксплуатации на колёсном центре делают контрольную метку затупленным зубилом, а на бандаже по воображаемой линии контрольной метки делают 4-5 углублений керном. Дополнительно на бандаж наносят красную полосу шириной 25мм, на колесном центре –напротив красной полосы, белую полосу шириной 50мм.
Собранное колесо (колесный центр, бандаж, зубчатое колесо) напрессовывают на ось с усилием 110 – 150 тс.
Усилие запрессовки (бандажа, колесного центр, зубчатое колесо) обязательно контролируют, для этого на гидравлическом прессе установлено индикаторное устройство, связанное с регистратором параметров.
По диаграмме судят о прочности посадки. Удовлетворительная диаграмма представляет плавную кривую на графиках P = f (t) и P = f (S),
Р – давление запрессовки,
t-время запрессовки
S- расстояние проходимое при запрессовке.
Если на диаграмме имеются площадки, вогнутости, впадины фиксирующие продвижение детали без прироста давления или даже при его снижении. Все это говорит о неудовлетворительной посадке. Колесную пару бракуют и расформировывают. Недопустимо также повышение давления при запрессовке выше нормы. Формирование колёсной пары производят в соответствии с инструкцией ЦТ № 329 и указанием МПС РФ № К-2273у от 23.08.2000г.
=============================================