

О пределение временных параметров работы комплекса
Диаграмма работы роботизированной ячейки представлена на рисунке 5.
По этой диаграмме можно определить оценку такта выпуска изделий с РТК.
![]() ,
,
tj
– время
пребывания робота в зоне j
– ого оборудования
![]() ,
,
тогда по данным формулам получим:
t1=12c
t2=12c
Tp=2149c
Время простаивания оборудования при данной компоновке будет равно времени обработки детали, т.е. 24 с.
П лан размещения оборудования
План расположения оборудования представим на рисунке 6:
Рисунок 6 – план расположения оборудования
1 – станок
2 – робот
3 – общий накопитель
6 Моделирование сформированного ртк
Модель РТК представим в виде сети Петри:
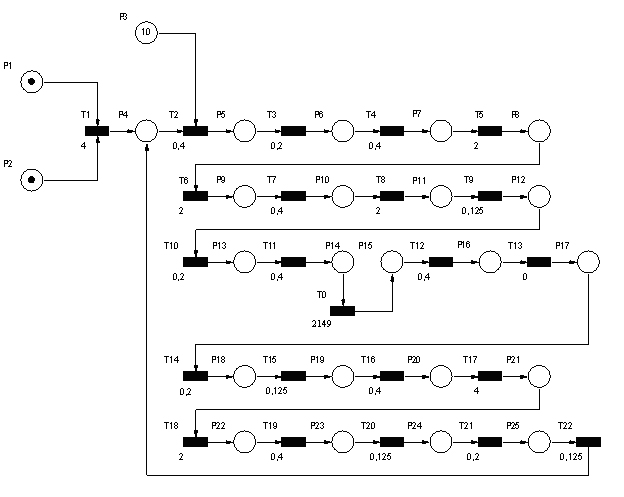
Рисунок 7 – Модель РТК
Время, затрачиваемое на производство 10 деталей – 21733с.
М атрица
инциденций имеет вид:
атрица
инциденций имеет вид:
0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0
-1 -1 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 -1 -1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 1 0
0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -1 0
Начальная маркировка:
М0=(1 1 10 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 )
Ф изическая
интерпретация:
изическая
интерпретация:
Позиции:
Р1 – Робот свободен
Р2 – Станок свободен
Р3 – Есть деталь
Р4 – Робот у первого оборудования
Р5 – Схват над заготовкой
Р6 – Заготовка в схвате
Р7 – Заготовка снята
Р8 – Робот отошёл от первого оборудования
Р9 – Робот у второго оборудования
Р10 – Робот в рабочей зоне второго оборудования
Р11 – Схват развёрнут деталью к станку
Р12 – Заготовка в станке
Р13 – Заготовка отпущена
Р14 – Схват вне рабочей зоны второго оборудования
Р15 – Деталь выточена
Р16 – Схват на изделии
Р17 – Изделие в схвате
Р18 – Изделие снято
Р19 – Схват вне рабочей зоны второго оборудования
Р20 – Робот отошёл от второго оборудования
Р21 – Схват развёрнут деталью к приёмнику
Р22 – Робот у первого оборудования
Р23 – Изделие в первом оборудовании
Р24 – Изделие отпущено
Р25 – Манипулятор поднят
Переходы:
t0 – Станок производит обработку изделия
Далее ti – Gj,i из таблицы 1.
Изготавливаемая деталь (вал). Управляющая программа для станка 16К20Ф3. Время обработки: 2149 с.
Заготовка: D=65мм, L=250мм.
Установ А |
№041 |
X48 Z0E |
№023 |
X47 Z0E |
|
№001 |
T1 S3 600 F0.05 |
№042 |
X46 |
№024 |
X44 |
№002 |
X66 Z0E |
№043 |
Z-45 |
№025 |
Z-21 |
№003 |
X64 |
№044 |
X47 Z0E |
№026 |
X45 Z0E |
№004 |
Z-247 |
№045 |
X45 |
№027 |
X42 |
№005 |
X65 Z0E |
№046 |
Z-45 |
№028 |
Z-21 |
№006 |
X62 |
№047 |
T2 S2 500 F0.05 |
№029 |
X43 Z0E |
№007 |
Z-247 |
№048 |
X47 Z0E |
№030 |
X41 |
№008 |
X63 Z0E |
№049 |
X45 |
№031 |
Z-21 |
№009 |
X61 |
№050 |
Z-7.5 |
№032 |
X42 Z0E |
№010 |
Z-247 |
№051 |
X45 C2 |
№033 |
X40 |
№011 |
X62 Z0E |
№052 |
X47 Z0E |
№034 |
Z-21 |
№012 |
X60 |
№053 |
T3 S3 800 F0.02 |
№035 |
X41 Z0E |
№013 |
Z-247 |
№054 |
X62 Z0E |
№036 |
T2 S3 500 F0.05 |
№014 |
X61 Z0E |
№055 |
Z-245 |
№037 |
X40 |
№015 |
X58 |
№056 |
X0 |
№038 |
Z-7.5 |
№016 |
Z-100 |
№057 |
X62 Z0E |
№039 |
X40 C2 |
№017 |
X59 Z0E |
№058 |
M02 |
№040 |
X65 Z0E |
№018 |
X56 |
Установ В |
№041 |
M02 |
|
№019 |
Z-100 |
№001 |
T1 S3 600 F0.05 |
|
|
№020 |
X57 Z0E |
№002 |
X62 Z0E |
|
|
№021 |
X54 |
№003 |
X58 |
|
|
№022 |
Z-100 |
№004 |
Z-21 |
|
|
№023 |
X55 Z0E |
№005 |
X59 Z0E |
|
|
№024 |
X53 |
№006 |
X56 |
|
|
№025 |
Z-100 |
№007 |
Z-21 |
|
|
№026 |
X54 Z0E |
№008 |
X57 Z0E |
|
|
№027 |
X52 |
№009 |
X54 |
|
|
№028 |
Z-100 |
№010 |
Z-21 |
|
|
№029 |
X53 Z0E |
№011 |
X55 Z0E |
|
|
№030 |
X51 |
№012 |
X52 |
|
|
№031 |
Z-100 |
№013 |
Z-21 |
|
|
№032 |
X52 Z0E |
№014 |
X53 Z0E |
|
|
№033 |
X50 |
№015 |
X50 |
|
|
№034 |
Z-100 |
№016 |
Z-21 |
|
|
№035 |
X51 Z0E |
№017 |
X51 Z0E |
|
|
№036 |
X48 |
№018 |
X48 |
|
|
№037 |
Z-45 |
№019 |
Z-21 |
|
|
№038 |
X49 Z0E |
№020 |
X49 Z0E |
|
|
№039 |
X47 |
№021 |
X46 |
|
|
№040 |
Z-45 |
№022 |
Z-21 |
|
|