

3 Способ сварки и тип соединения
Тщательная отработка технологичности спроектированного узла — обязательное требование современного производства. Она включает правильный выбор материала, размеров и формы деталей, рациональные способы изготовления, сборки, сварки узла, а также ряд других операций с установлением качества и точности выполнения и основное оборудование, приспособления и т. п.
Правильный выбор материала оказывает непосредственное влияние на качество и экономичность сварного узла. Наряду с высокими эксплуатационными характеристиками материал должен иметь хорошие технологические свойства: штампуемость, свариваемость и др.
При проектировании сварной конструкции важно обеспечить удобный подход электродов к месту сварки, чтобы детали могли быть сварены на стандартном оборудовании прямыми электродами. Форма и размеры узлов для точечной, шовной и рельефной сварки весьма разнообразны – от простых плоских панелей до сложных пространственных конструкций. Наиболее технологичны узлы открытого типа, менее технологичны узлы полузакрытого типа, ухудшающие доступ одного из электродов. Наименее технологичны узлы закрытого типа и узлы коробчатой формы с внутренними швами, закрытые панели малой высоты и т. п. Детали для контактной сварки обычно изготовляют из листов и профилей. Выбор способа сварки обусловлен толщиной и материалом деталей, конструкцией узла, требованиями к качеству соединений, характером конкретного производства.
Для сварки изделия, состоящего из двух уголков, толщина которых составляет 1,6 мм целесообразно использовать точечную сварку, циклограмма которой представлена на рисунке 3.1.
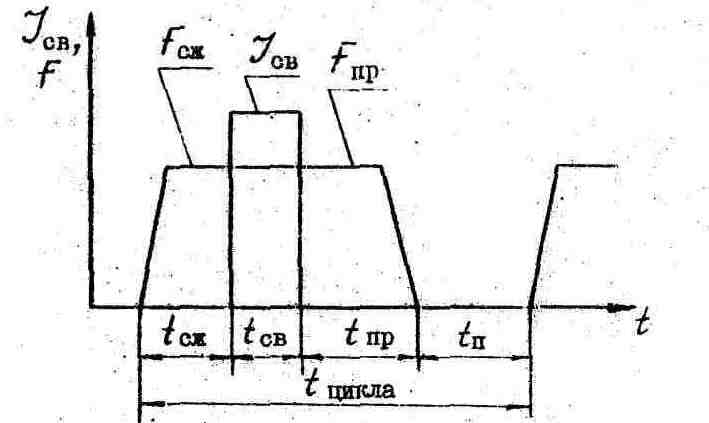
Рисунок 3.1–Циклограмма точечной сварки
Основные конструктивные элементы точечного сварного соединения (рис.3.2) следующие.
Расчетный (минимальный) диаметр ядра. Его измеряют в плоскости сопряжения деталей и обозначают d. Эти размеры устанавливают из условия получения необходимой и стабильной прочности, герметичности шва при минимальной нахлестке.
Максимальные размеры ядра ограничивают из-за возможности появления различных дефектов, снижения стойкости электродов, устанавливая верхние пределы на 15–25 % больше минимально допустимых (при s ≥ 0,5 мм). Приближенно при толщине деталей s≥0,5 мм минимальный диаметр литого ядра для соединений группы А можно определить по эмпирической формуле:
d — 2s +(2÷3) мм.
Более точные его значения, учитывающие уменьшение отношения d с ростом толщины, описываются формулой d = 4s2/3.
Другими конструктивными элементами соединений являются величина проплавления, глубина вмятины от электрода, расстояние между центрами соседних точек в ряду (шаг), величина перекрытия литых зон (при шовной сварке), расстояние от центра точки до края нахлестки, между осями соседних рядов точек и др.
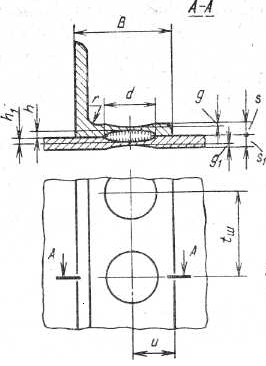
Рисунок 3.2 – Конструктивные элементы точечного сварного соединения
Рассчитываем размеры конструктивных элементов.
После анализа свойств и свариваемости, природы дефектов и методов их предупреждения, требований, предъявляемых к качеству соединений, находим оптимальный режим. Для точечной сварки – это Iсв, tсв, Fсв, Fк, tк, а также размеры рабочей поверхности электродов (dэ, Rэ).
Диаметр электрода определяется по формуле:
 ,
мм, (3.1)
,
мм, (3.1)
где δ – толщина детали, 0,8 мм.
Диаметр
электрода:
 мм.
мм.
Принимаем диаметр электрода согласно расчетным данным:
 мм.
мм.
Шаг
точек согласно условию:
 мм.
мм.
Величина
нахлестки:
 ,
мм (3.2)
,
мм (3.2)
Величина
нахлестки равна:
 мм.
мм.
Расстояние
от оси шва до края нахлестки:
 ,мм.
(3.3)
,мм.
(3.3)
Расстояние
от оси шва до края нахлестки
 мм.
мм.
Величины проплавления h и h1 принимаем h = 50 % δ, тогда
h = h1= 0,5∙0,8=0,4 (мм).
Глубины вмятин g и g1 принимаем g=15% δ, тогда
g=g1=0,15∙0,8=0,12(мм)
При точечной сварке величина перекрытия литых зон герметичного шва f должна быть не менее 25 % длины литой зоны шва l.

6
0,8
1,6
1,6
0,24
Рисунок 3.3– Конструкция сварной точки