

3.7. Тугоплавкие пенистые (ячеистые) материалы
Новый класс материалов, получаемых из ниобия, тантала, вольфрама, рения или композиционных материалов с керамической или металлической матрицей.
Важными их свойствами являются сопротивление термическим ударам и сравнительно невысокая стоимость.
Они могут применяться с целью уменьшения массы конструкций, в системах охлаждения и др.
Облицовка листовыми материалами дает легкие, жесткие и прочные конструкции.
Некоторые физико-механические свойства тугоплавких и редкоземельных металлов
№ п/п |
Свойства |
Материалы |
||||
W - вольфрам (tр~1600°С) |
Ta – тантал (tр~1500°С) |
Mo –молибден (tр~1000°С) |
Nb –ниобий (tр~1000°С) |
Be – бериллий (tр<800°С) |
||
1 |
Температура плавления, °С (у стали 1300 °С, алюм. – 659 °С) |
3410 |
2996 |
2620 |
2415 |
1285 |
2 |
Предел жаропрочности, °С |
1200 |
1500 |
1700 |
- |
- |
3 |
Предел прочности, Мн/м2
(у стали 1000 Мн/м2) |
1100-1500 |
250-350 |
800-900 |
300-400 |
550-750 |
4 |
Плотность, х 103 кг/м3 (у стали 7,7 х 103 кг/м3 , у алюм. 2 х 103 кг/м3, у титана 4,5 х 103 кг/м3) |
19,3 |
16,6 |
10,2 |
8,57 |
1,847 |
5 |
Относительное удлинение, % (у стали 12%) |
1 |
40 |
10-15 |
25-40 |
1,5-8 |
W
Be
.
Ве
Высокие:
хрупкость,
прочность,
жаропрочность,
теплопроводность.
Низкие:
теплоемкость,
коэффициент линейного расширения.
Высокие:
-хрупкость,
-истирающая способность,
-теплоемкость,
-способность к окислению
(800°С ),
-токсичность.
Низкие:
-плотность,
- пластичность
Наиболее тугоплавкий, жаропрочный и жаростойкий металл.
Высокие:
хрупкость,
истирающая способность,
прочность,
плотность.
Низкие:
пластичность.
Мо
Nb,
Ta
Высокие: - хрупкость. -
прочность,
- жаропрочность,
- теплопроводность.
Низкие:
- теплоемкость,
- коэффициент линейного расширения
Высокие: пластичность.
Низкие: прочность.
Лекция 3 Тема 4. ГЛУБИННОЕ ШЛИФОВАНИЕ
 Технология
глубинного шлифования позволяет
выполнить черновую обработку (фрезерование)
и чистовую обработку (шлифование) с
высокой производительностью
Технология
глубинного шлифования позволяет
выполнить черновую обработку (фрезерование)
и чистовую обработку (шлифование) с
высокой производительностью
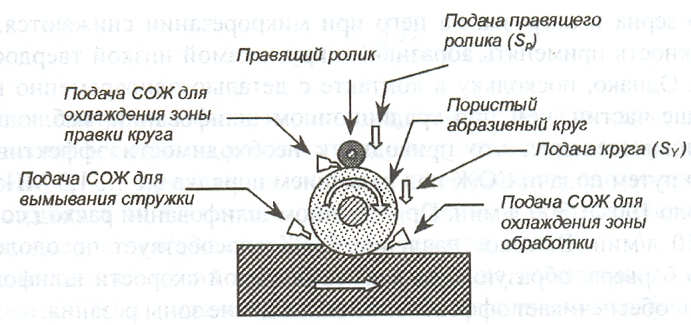
Рис. 4.1. Схема глубинного шлифования
Табл. 4-1. Параметры традиционного и глубинного шлифования
№ п/п |
Тип шлифования |
Глубина резания, мм |
Подача, мм/мин |
Расход СОЖ, л/мин |
1 |
Традиционное |
0,02…0,05 |
50…250 |
5…10 |
2 |
Глубинное |
1…10 |
1…15 |
100…300 |
Производительность глубинного шлифования в 100 и более раз выше в сравнении с традиционным шлифованием.
Глубинным шлифованием обрабатывается широкая номенклатура материалов, включая конструкционные и инструментальные стали, сплавы на никелевой основе, титановые сплавы и керамики.
При глубинном шлифовании в сравнении с заменяемым им фрезерованием сложных фасонных поверхностей:
- отсутствуют заусенцы,
- достигается снижение себестоимости детали за счет меньшей стоимости режущего инструмента (фасонные фрезы и протяжки очень дороги),
- сокращается технологический маршрут обработки (одна операция глубинного шлифования заменяет фрезерование, удаление заусенцев после фрезерования и последующее традиционное шлифование),
- точность и стабильность процесса выше,
- формируются остаточные напряжения сжатия, что позволяет отказаться от операций поверхностного пластического деформирования, часто выполняемых после шлифования.
При глубинном шлифовании происходит сильное тепловыделение, что приводит к необходимости эффективного охлаждения путем подачи СОЖ под давлением порядка 0,6 ... 1,3 МПа.
Соотношение скорости шлифовального круга и заготовки - 60 ... 200.
Специфические условия процесса глубинного шлифования требуют использования специального инструмента.
Наилучшими кругами для глубинного шлифования являются мягкие круги с высокой пористостью и открытой структурой.
Например, для глубинного шлифования лопаток турбин газотурбинных двигателей применяются круги диаметром 500 мм, зернистостью от 10 до 40, твердостью ВМ, объем пор - до 50 % объема круга. Обычные абразивные круги для традиционного шлифования имеют пористость, не превышающую 25 ... 30 %.
Пористая структура круга обеспечивая подвод СОЖ в зону обработки, улучшает условия охлаждения, уменьшает силы резания и способствует удалению из наружных открытых пор стружки.