

Контрольные карты Шухарта для и s в случае неравных объемов выборок
Иногда возникает ситуация, когда равные объемы выборок невозможны или нежелательны. Тогда центральная линия -карты задается взвешенным средним всех выборок. Для S-карты берут sp, где Sp2 — взвешенное среднее выборочных дисперсий. Соответствующие формулы имеют вид
 (1.3.8)
(1.3.8)

где ni – объем i-й выборки, a s2i – ее дисперсия. Если объемы не равны хотя бы приближенно, границы регулирования и S-карт меняются от выборки к выборке. Они равны:

ВГP
=![]() (1.3.9)
(1.3.9)
НГР=
![]()
![]() или
c'2Sp,
или
c'2Sp,
BГP=
![]() (1.3.10)
(1.3.10)
НГР
=![]()
где Аi, c'2i, B'2i и B'4i зависят от объема i-й выборки.
Пример 1.3.3. Чтобы выяснить влияние обжига на устойчивость эмали, в течение месяца было подготовлено большое число идентичных выборок. Для каждой из них записывалась температура обжига в градусах Фаренгейта. К сожалению, технолог, производящий обжиг, не получал каждый раз одинаковое число образцов. Поэтому объемы выборок в таблице 1.3.3 не равны.
Таблица 1.3.3 – Температура обжига (в градусах Фаренгейта)
Номер выборки |
Объем |
|
s2 |
s |
Границы для |
Границы для s |
||
НГР |
ВГР |
НГР |
ВГР |
|||||
1 |
8 |
1356 |
1281,06 |
35,8 |
1384,7 |
1444,3 |
9,7 |
77,2 |
2 |
10 |
1380 |
2570,36 |
50,7 |
1358,8 |
1439,2 |
13,6 |
74,0 |
3 |
12 |
1448 |
1901,10 |
43,6 |
1357,5 |
1435,5 |
16,4 |
71,6 |
4 |
7 |
1358 |
1384,21 |
37,2 |
1345,4 |
1447,6 |
7,1 |
79,3 |
5 |
10 |
1372 |
4035,24 |
63,5 |
1358,8 |
1439,2 |
13,6 |
74,0 |
6 |
6 |
1430 |
1672,04 |
40,9 |
1341,3 |
1451,7 |
3,8 |
81,8 |
7 |
8 |
1356 |
1354,60 |
36,8 |
1348,7 |
1444,3 |
9,7 |
77,2 |
8 |
6 |
1426 |
643,08 |
25,4 |
1341,3 |
1451,7 |
3,8 |
81,8 |
9 |
5 |
1444 |
3418,54 |
58,5 |
1336,1 |
1456,9 |
0 |
85,1 |
10 |
12 |
1404 |
1608,98 |
40,1 |
1357,5 |
1435,5 |
16,4 |
71,6 |
Столбцы 3 и 4 этой таблицы вычислены по результатам 10 выборок. Предполагалось, что последние различаются только интервалом времени, когда проводился обжиг.
Константы контрольных карт и S равны
![]() =
1396,5°
=
1396,5°
для -карты ( - взвешенное среднее)
s2p = 2027; 9178;
sp = 45,03°;
=c'2Sp =0,967×45,03 = 43,54°
для S-карты.
Границы
-карты
вычисляются отдельно для каждого объема
выборки по формуле
![]() где
Ai
зависит
от объема. Они приведены в таблице 1.3.3
и нанесены на рисунок 1.3.4. На рисунке
1.3.5 показана S-карта
для случая разных объемов выборок.
Поскольку ошибки небольшие, центральная
линия может быть одна, но c'2iSi
вычисляются
отдельно для каждой выборки. Значение
с'2
(=
0,967) соответствует среднему объему
выборки, равному 8,4. Заметим, что
где
Ai
зависит
от объема. Они приведены в таблице 1.3.3
и нанесены на рисунок 1.3.4. На рисунке
1.3.5 показана S-карта
для случая разных объемов выборок.
Поскольку ошибки небольшие, центральная
линия может быть одна, но c'2iSi
вычисляются
отдельно для каждой выборки. Значение
с'2
(=
0,967) соответствует среднему объему
выборки, равному 8,4. Заметим, что
![]() выходит
за границы, но все значения si
-
лежат между границами. Это свидетельствует
о больших колебаниях в результатах
изо дня в день при незначительных
вариациях среднего квадратического
отклонения.
выходит
за границы, но все значения si
-
лежат между границами. Это свидетельствует
о больших колебаниях в результатах
изо дня в день при незначительных
вариациях среднего квадратического
отклонения.

Рисунок 1.3.4 – Контрольная -карта для температуры обжига (°F)
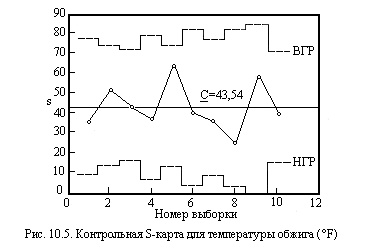
Рисунок 1.3.5 – Контрольная S-карта для температуры обжига (°F)