

Предварительный анализ состояния тп
При отклонении μ от заданного значения μ0, а также при увеличении σ увеличивается доля дефектной продукции Р, что свидетельствует о разладке ТП.
На стадии предварительного анализа состояния ТП необходимо оценить параметры μ и σ. Для этого следует отдать на контроль определенное количество единиц продукции при нормальном ходе производства, т.е. при надлежащем качестве сырья и при отлаженном оборудовании. При этих условиях мы получим оценки параметров μ и σ при налаженном состоянии ТП, т.е. μ0 и σ0. Зная эти значения, мы можем определить вероятную долю дефектной продукции Р0 при налаженном состоянии ТП. Обратимся к рисунку 2.1.1, на котором показана полученная кривая плотности нормального распределения, расположенная в пределах поля допуска, ограниченного нижним предельным значением Тн и верхним предельным значением Тв.
Известно, что вся площадь под кривой нормального распределения равна единице. Площадь под кривой между двумя предельными значениями ТН и ТВ представляет собой ту долю всей совокупности (принятой за единицу), для которой значения Х лежат в пределах поля допуска, т.е. долю годной продукции q. Эта доля определяется как вероятность того, что СВ X примет значение в пределах Тн - Тв:
![]() (2.1.1)
(2.1.1)
где Ф(Х) - функция нормального распределения.
Доля дефектной продукции P = 1- q.
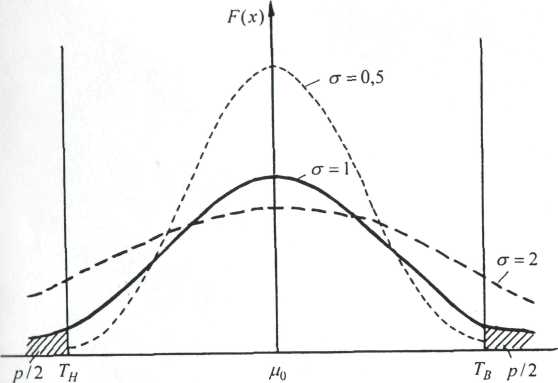
Рисунок 2.1.1 – Кривая плотности нормального распределения
Из формулы (2.1.1) следует, что доля годной продукции q зависит от допуска, а также от значений μ и σ. И без формулы ясно, что чем больше будет поле допуска, тем больше будет доля годной продукции, и наоборот. Чем больше будет значение σ, тем меньше будет доля годной продукции и больше доля дефектной продукции Р. Это видно из рисунка 2.1.1, если сравнить площади под нормальными кривыми в пределах поля допуска при различных значениях σ 0,5; 1,0; 2,0. С другой стороны, чем больше будет отклоняться значение μ от значения μ0 (при неизменной σ), тем меньше будет доля годной продукции и больше доля дефектной продукции Р. Отсюда ясно, что при заданном допуске для уменьшения доли дефектной продукции Р необходимо, чтобы, во-первых, значение μ не отклонялось от значения μ0, которое обычно принимают равным середине допуска; во-вторых, чтобы значение σ не увеличивалось. Этого можно добиться путем своевременной подналадки оборудования.
При использовании формулы (2.1.1) в нее следует подставлять соответствующие значения μ0 и μ1 или σ0, σ1. Например, если мы хотим определить долю годной продукции при налаженном процессе, то в эту формулу следует подставлять значения μ0, σ0; если же мы хотим определить долю годной продукции при разлаженном процессе, то в эту формулу следует подставлять значения μ1, σ1.
Таким образом, основная цель предварительного анализа состояния ТП состоит в том, чтобы на основе полученных результатов в случае необходимости привести процесс в статистически управляемое состояние.
2.1.2 Виды контрольных карт, применяемые для статистического регулирования тп
Статистическое регулирование ТП удобно осуществлять с помощью контрольных карт, на которых отмечают значения определенной статистики, полученной по результатам выборочного контроля. Такими статистиками являются: среднее арифметическое X, медиана , среднее квадратичное отклонение S, размах R, доля дефектных единиц продукции Р, число дефектных единиц продукции, число дефектов С.
На контрольной карте отмечают границы регулирования, ограничивающие область допустимых значений статистики. Контрольная карта является наглядным графическим средством, отражающим состояние ТП. Выход точки за границу регулирования служит сигналом о разладке ТП. Контрольная карта позволяет не только обнаружить разладку процесса, но и помогает выявить причины возникновения разладки. Кроме того, контрольная карта служит документом, который может быть использован для принятия обоснованных решений по улучшению качества продукции. На основании анализа результатов контрольной карты может быть принято, например, решение о пересмотре допуска на контролируемый параметр, либо это может послужить достаточным основанием для замены или модернизации оборудования.
Типы контрольных карт (КК) рассмотренные выше. По схеме построения эти контрольные карты можно разукрупнить на три группы: простые контрольные карты, контрольные карты с предупреждающими границами и контрольные карты кумулятивных сумм, которые перечислены по мере увеличения их чувствительности к разладке.
Простые КК наименее чувствительны к разладке. Это объясняется тем, что статистики, определяющие состояние ТП, рассматриваются независимо друг от друга, т.е. каждый последующий результат выборочного контроля никак не учитывает предыдущую информацию.
Контрольные карты кумулятивных сумм наиболее чувствительны к разладке процесса. Это объясняется тем, что для оценки состояния ТП здесь используются накопленные суммы выборочных статистик, например, кумулятивные суммы выборочных средних или кумулятивные суммы выборочных дисперсий. Таким образом, здесь учитывается не только результат контроля текущей выборки, но также используются результаты контроля предыдущих выборок. Решение, принимаемое на основании информации по многим выборкам, является более достоверным, чем решение, принятое на результате лишь одной выборки. Таким образом, КК кумулятивных сумм являются более точным инструментом, позволяющим выявлять разладку процесса еще на стадии ее зарождения, где простая КК малоэффективна.
КК с предупреждающими границами являются модификацией простых КК и отличаются от них тем, что помимо границ регулирования имеют предупреждающие границы, построенные в зоне границ регулирования. По чувствительности к разладке они занимают промежуточное место между простыми КК и КК кумулятивных сумм.
Чувствительность КК к разладке определяется средней длиной серии (СДС) выборок проходящего процесса. СДС определяется как среднее число выборок, предшествующих наладке ТП при неизменном распределении вероятностей контролируемого параметра.
При налаженном процессе сигнал о разладке является ложным, поэтому предпочтительным является максимально возможное значение СДС выборок L0. Чем больше значение L0, тем реже появляется сигнал о разладке при налаженном процессе. При разлаженном процессе, наоборот, предпочтительным является возможно меньшее значение СДС выборки L1. Чем меньше значение L1 при разлаженном процессе, тем быстрее будет обнаружена разладка процесса.
СДС определяет эффективность плана контроля и соответственно схемы КК. Наиболее эффективным планом контроля будет тот, который обеспечит при равных исходных условиях наибольшее значение СДС выборок налаженного процесса Lo и наименьшее значение СДС выборок разлаженного процесса L1. По этим критериям наиболее эффективной из перечисленных выше является схема КК кумулятивных сумм, поскольку при равных исходных условиях и фиксированном значении Lo она позволяет получить наименьшие значения СДС выборок разлаженного процесса L1.
Внедрению статистических методов регулирования должен предшествовать анализ состояния ТП. При этом решаются следующие задачи:
– определяется положение эмпирической функции распределения относительно поля допуска на контролируемый показатель качества;
– определяется вероятная доля брака на исследуемой технологической операции;
– вычисляются показатели точности и стабильности ТП;
– проверяется согласие опытного распределения с теоретическим;
– устанавливается, каким фактором определяется разладка процесса.
Технологический процесс является статистически управляемым лишь при условии, что его показатели точности и стабильности не превышают установленные нормативные значения.
Для внедрения перечисленных статистических методов регулирования ТП необходимо решить следующие задачи:
– при каком значении выбранной характеристики ТП считается налаженным и при каком значении этой характеристики процесс считается разлаженным;
– как расположить границы регулирования на КК;
– каков объем выборки;
– каков период отбора выборок.
При решении этих вопросов необходимо учитывать следующие положения.
Значение характеристики, при котором ТП признается налаженным, должно быть оптимальным в смысле получения наилучшего показателя качества продукции. Обычно в качестве такого значения используется номинальное значение показателя качества при допустимом двухстороннем отклонении его. Этому значению на КК соответствует исходная линия (иногда ее называют нулевой или средней линией). Значение статистических методов, при котором ТП признается разлаженным, определяется исходя из влияния этого значения на долю дефектной продукции. Эта доля дефектной продукции не должна превышать значения допускаемого уровня дефектности, которое устанавливается из экономических соображений. Под допускаемым уровнем дефектности понимается максимальный уровень дефектности, установленный НД. Границы регулирования определяют область принятия нулевой гипотезы и вычисляются по соответствующим формулам. При этом можно использовать таблицы планов контроля, входом в которые являются установленные значения СДС.