

Расчёт частоты вращения инструмента n
Для осевой обработки
![]()
где D – диаметр инструмента, мм.
Расчётные значения n должны быть скорректированы по nст. Рассчи-таем знаменатель геометрического ряда частот вращения шпинделя:
![]()
Стандартный ряд nст для этих условий приведен в табл.8.
Выполним расчёт и корректировку частот вращения для каждого инструмента:
![]()
![]()
![]()
Рассчитаем фактические скорости резания:
![]() ;
;
![]() ;
;
![]() ;
;
Выбранные значения nст и соответствующие им Vj заносим в табл.6.
Расчет основного времени τ0
Формулы для расчета τ0 при различных видах осевой обработки приведены в (5, с.611) :
Значения величин врезания L1 и перебега L2 приведены в [5, с. 620, табл. З]. В нашем случае согласно рис. З получим:
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
Значения заносим τ0 в табл.6.
Расчет осевого усилия Ро
1.Сверление Ø24 мм. Согласно (2, с.277)
![]()
По ( 2, с.281, табл.32) С=9,8 q=1 y=0,7
В
(2, с.265, табл.10) Для алюминиевых сплавов
![]()
Окончательно имеем:
![]()
2.Зенкерование Ø25,5 мм. Согласно (2, с.277)
![]()
По [ 2, с.281, табл.32 ]
![]()
3.Развертывание Ø26 мм. По аналогии с зенкерованием
![]()
По [ 2, с.281, табл.32 ]
![]()
Расчет крутящего момента Мк
1.Сверление Ø 24 мм. Согласно [2, с.277]
![]()
По (2, с.281, табл.32)
![]()
2.3енкерование Ø 25,5 мм. Согласно (2, с.277)
![]()
![]()
3.Развертывание Ø 26 мм. Ввиду отсутствия эмпирической зависи-мости для Мкз составим приближенное выражение , используя формулу для Рz при точении:

где Z - число зубьев развертки, Z = 8
Согласно (2, с.273, табл.22)
СP=50 x=1,0 y=1,0
Окончательно получим
![]()
5.Расчет режимов резания для операций фрезерования
Рассмотрим операцию фрезерования, включающую наиболее распространённые переходы: торцевое фрезерование, прорезку канавок, фрезерование уступа цилиндрической фрезой и фрезерование уступа концевой фрезой.
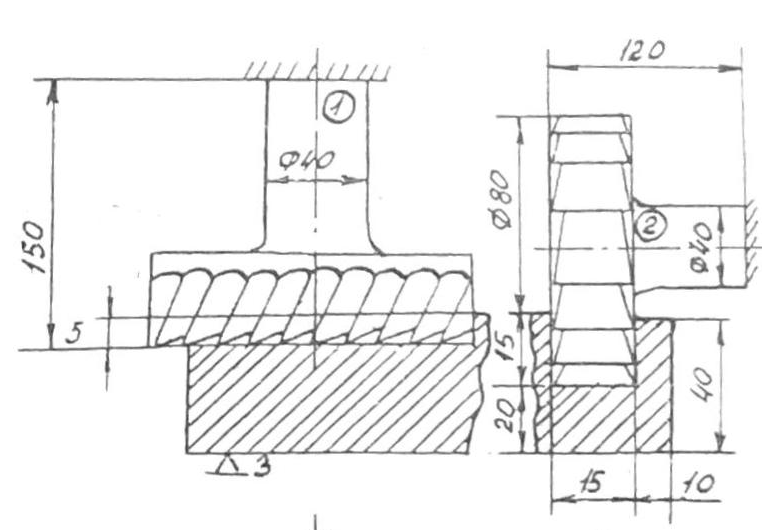


Рис.4 Переходы фрезерной операции, операционные размеры и размеры заготовки.
Анализ исходных данных
1.Заготовка. Плита предварительно обработанная, из алюминиевого сплава АМг5 σв=255-265 МПа, НВ=65.
2. Деталь. Согласно рис.4 заготовку необходимо отфрезеровать поверху в размер 35 мм, обработать уступы концевой и цилиндрическими фрезами и прорезать паз 15х15 мм трехсторонней дисковой фрезой.
3. Выполняемые переходы. Операция чернового фрезерования (Rz=25 мкм) включает следующие последовательно выполняемые переходы:
Обработку по верху торцевой фрезой ø 100 мм, L=150 мм, t=5, В=80 мм;
Прорезку канавки 3-сторонней дисковой фрезой ø80 мм, L=120 мм, t=15, В=15 мм;
Обработку уступа 10х50 цилиндрической фрезой ø80 мм, L=350 мм, t=10, В=50 мм;
Обработку уступа 20х15 концевой фрезой ø30 мм, L=120 мм, t=20, В=15 мм;
4.Приспособление. Заготовка базируется по трем обработанным поверхностям в приспособлении с пневматическим поджимом сбоку.
5. Оборудование. В качестве оборудования по [2, с. 54, табл. 40] выбран горизонтально-фрезерный широкоуниверсальный станок мод. 6Р82Ш, имеющий следующие параметры:
Число частот горизонтального шпинделя Znг=18;
Пределы частот горизонтального шпинделя nг=31,5÷1600 I/мин;
Число частот вертикального шпинделя Znв=11;
Пределы частот вертикального шпинделя nв=50÷1600 I/мин;
Пределы продольных и поперечных подач Sм=25÷1250 мм/мин;
Мощность станка Nст=7,5 к Вт.
Выбор числа ходов
Поскольку припуски невысокие, каждый переход выполняем за один ход, т.е. tj=hj. Исключение составляет четвёртая фреза, которая выполняет два хода с В=7,5 мм.
Выбор материала режущей части инструмента
Согласно [1,с.57 табл.14] для чернового фрезерование цветных сплавов группы II рекомендуется твёрдый сплав ВК6.
Выбор конструкции и геометрии инструмента
Учитывая [2, с. 174] выбираем стандартную конструкцию и геометрию с числом зубьев соответственно:
Z1=10 , Z2=8, Z3=10 , Z4=6
Выбор СОЖ
Согласно [1, с. 233,табл.23] для обработки цветных сплавов рекомендуется эмульсия 5-10% НГЛ-205.
Назначение глубины фрезерования t
Согласно табл.4 фрезы работают со следующими глубинами резания (см.также приложение [1, с.392]):
t1= 5 мм , t2= 15 мм, t3= 10 мм, t4= 20 мм
Значение tj заносим в сводную табл.10.
Назначение подач S
1.Торцовая фреза. По [1, с.303, табл.110] для цветных сплавов группы II при Dp1 = 100мм t1=5мм и твердосплавном инструменте подача на зуб составит:
ST1=0,1 мм/зуб
Поправочные коэффициенты Кі (і=1-4) для корректировки выбираем из [1, с.298, табл.107; с.302 табл.109], учитывая вылет фрез и способ их крепления [1, с.305, табл.114] и записываем в табл.11.
2. Дисковая фреза. В [1, с.304, табл.112] для группы II цветных сплавов при Dф<100 мм и t=15 мм
ST2=0,2 мм/зуб
Таблица 10
Основные параметры переходов фрезерной операции
№ п/п |
Номер фрезы |
Параметры |
|||||||
D,мм |
Zu |
L,мм |
t,мм |
В,мм |
Sz, мм/зуб |
hз мм |
Т, мин |
||
1 2 3 4 |
Торцовая1 Дисковая2 Цилиндрическая3 Концевая4 |
100 80 80 30 |
10 8 10 6 |
150 120 350 120 |
5 15 10 20 |
80 15 50 7,5 |
0,085 0,112 0,204 0,032 |
0,6 0,4 0,4 0,4 |
120 120 90 120 |
№ п/п |
Номер фрезы |
Параметры |
|||||
n 1/мин |
V м/мин |
τ0 мин |
Pz кг |
Mкр кгм |
Ne кВт |
||
1 2 3
4 |
Торцовая1 Дисковая2 Цилиндри ческая3 Концевая4 |
1598 504
800 800 |
502 126
201 75 |
0,16 0,263
0,118 0,989 |
233 133
601 60 |
12 6
24 1 |
1,91 2,7
1,9 0,73 |
Т а б л и ц а 11
Значения поправочного коэффициента Ksj на подачу
Инструмент |
Условия обработки |
||||
Техноло- гические условия К1 |
Материал Инструмента К2 |
Вид фрезе рования К3 |
Шерохова тость К4 |
Кsj |
|
Фреза 1 Фреза 2 Фреза 3 Фреза 4 |
1 1 1,2 0,9 |
0,85 0,85 0,85 0,85 |
1 0,66 1 1 |
1 1 1 0,35 |
0,85 0,56 1,02 0,27 |
Поправочные коэффициенты для корректировки выбираем из [1, с.298, табл.107; с.299, табл.108; с.302, табл.109] и заносим в табл.11.
3.Цилиндрическая фреза. Согласно [1 c. 305, табл. 113] для цветных сплавов и t=10 мм.
ST3=0,2 мм/зуб.
Поправочные коэффициенты Кj для корректировки ST3 выбираем из [1, с.305, табл.114] и заносим в табл.11.
4.Концевая фреза. В [1 c. 303, табл. 111] для цветных сплавов Dф=40 мм и t=20 мм рекомендуется табличная подача на зуб:
ST4=0,12 мм/зуб.
Поправочные коэффициенты Кj для корректировки ST4 выбираем из [1, с.298, табл.107; с.299, табл.108; с.302, табл. 109; с.305, табл.114] и заносим в табл.11.
Определяем полные поправочные коэффициенты
и заносим их в последнюю графу табл.11
Находим
значения скорректированных подач
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Считаем, что универсальный станок располагает такими подачами. Полученные значения Szj заносим в сводную табл.10.