

8.3.4. Особенности конструкции однофазных дуговых печей с независимой дугой
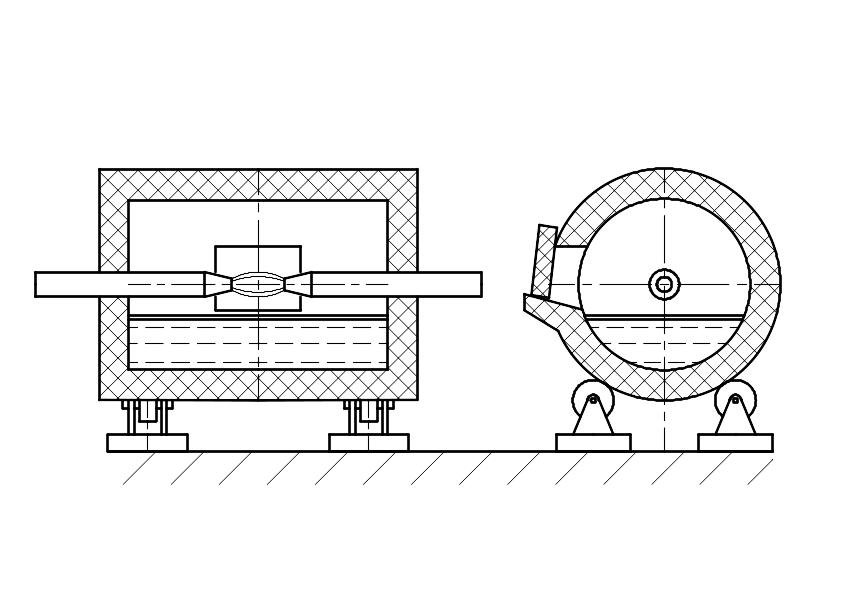
В однофазных дуговых печах (рис. 8.16.) дуга горит между двумя графитовыми электродами -2 над нагреваемым металлом (дуга не зависит от металла). Мощность, выделяющуюся при горении дуги, регулируют, изменяя расстояние между электродами. Печь имеет форму цилиндра -1 с горизонтальной осью с загрузочным окном -3, через которое сливают готовый металл. В процессе плавки печь совершает качательные движения на опорных роликах -4. Это способствует выравниванию химического состава и температуры жидкого металла, а также выравниванию тепловой нагрузки на футеровку печи. Печи используются для плавки бронз, не содержащих цинка. Применение таких печей для плавки латуней и бронз, легированных цинком, недопустимо. Это объясняется тем, что в зоне горения дуги происходит интенсивное испарение цинка, температура кипения которого равна 907оС. Пары цинка опасны для здоровья персонала цеха.
 Футеровка печи в значительной степени
определяет величину угара элементов.
Медные сплавы легированы элементами,
образующими, как основные, так и кислые
оксиды. Поэтому для уменьшения угара
легирующих элементов в наибольшей
степени подходят нейтральные огнеупоры
– муллитовые, муллитокорундовые и
хромитовые.
Футеровка печи в значительной степени
определяет величину угара элементов.
Медные сплавы легированы элементами,
образующими, как основные, так и кислые
оксиды. Поэтому для уменьшения угара
легирующих элементов в наибольшей
степени подходят нейтральные огнеупоры
– муллитовые, муллитокорундовые и
хромитовые.

Рис. 8.16. Схема однофазной печи с независимой дугой. 1 –корпус печи, 2 – графитовый электрод, 3 – загрузочное окно, 4 – опорный ролик.
8.3.5. Особенности конструкции дуговых печей постоянного тока
Преимущества электрической дуги постоянного тока известны хотя бы частично даже неспециалистам в области электротермии. Для этого достаточно упомянуть очевидную лёгкость работы со сварочным аппаратом, работающим на постоянном токе, в сравнении со сваркой на токе переменном.
Однако реализовать преимущества работы на дуге постоянного тока применительно к плавильным промышленным печам удалось только после освоения производства надёжных и экономичных источников питания постоянного тока большой мощности.
Электродуговая печь постоянного тока (ЭДП ПТ), показанная на рисунке 8.17., имеет один графитированный электрод (катод) - 6, расположенный по центру свода и как минимум два медных водоохлаждаемых анода -12. Верхняя часть литого анода, заформованного в подину, представляет собой совокупность несколько стержней, соприкасающихся с металлом, а нижняя водоохлаждаемый коробчатый корпус. При сливе металла на поду печи оставляют немного жидкого металла, сохраняющего контакт с анодом.
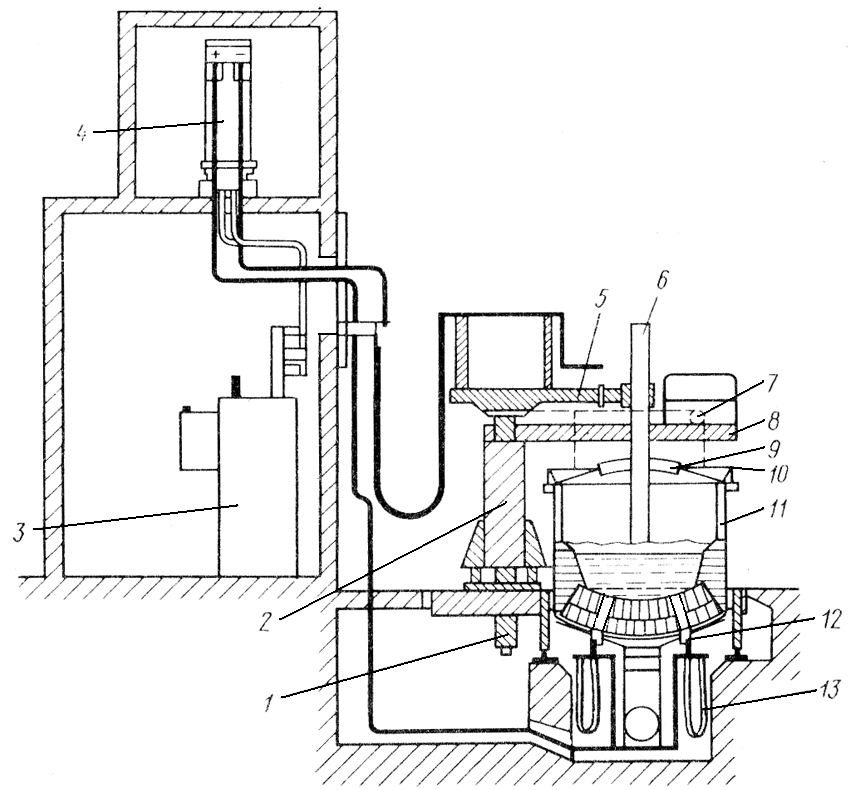
Рис. 8.17. Расположение дуговой печи постоянного тока в цехе
1 – стойка; 2 –направляющая стойки; 3 – трансформатор; 4 – выпрямитель; 5 – электрододержатель; 6 – графитированный электрод; 7 - механизм подъёма и поворота свода; 8 – портал; 9 – центральная часть свода (из огнеупоров); 10 – водоохлаждаемая часть свода; 11 – водоохлаждаемые стенки печи; 12 – подоаые электроды; 13 – гибкие водоохлаждаемые кабели.
Источник питания позволяет в широких пределах регулировать напряжение и силу тока в соответствии с заложенным алгоритмом управления печью. Использование источников питания постоянного тока позволяет в несколько раз сократить расход графитированных электродов. Это объясняется тем, что важнейшей причиной разрушения электродов является бомбардировка их торцев тяжёлыми анионами газов, движущимися дуговом промежутке. В печах переменного тока электроды 50 раз в секунду, т.е. половину периода переменного тока являются катодами, испытывающими это воздействие. В печах постоянного тока анионы газа постоянно бомбардируют не электроды, а часть поверхности металла, называемую анодным пятном. В результате этого интенсивность разрушения электродов уменьшается, интенсивность разогрева металла увеличивается.
Следствием уменьшение угара электродов являются перечисленные ниже преимущества ЭДП ПТ:
- уменьшение количества пылегазовыбросов;
-уменьшение величины разряжения в рабочем пространстве печи, достаточной для предотвращения выделений дыма и пыли из печи.
-уменьшение подсоса воздуха из атмосферы цеха, что уменьшает концентрацию кислорода воздуха в газовой фазе и снижет угар металла.
- снижение на 15…20дБ уровня шума от горения дуги (шум, характерный для печей переменного тока, при работе печей постоянного тока возникает только при зажигании дуги).
Важным преимуществом ДСППТ является интенсивное электромагнитное перемешивание металла. Оно возникает в результате того, что подовые электроды расположены несоосно по отношению к оси графитового электрода. Поэтому взаимодействия электромагнитного поля дуги с током в жидком металле приводит к перемешиванию металла. В результате перемешивания ускоряется процесс науглероживания металла и выравнивается его химический состав и температура.