

11.5.2.Задание особых условий трения на части поверхности штампа
Рассмотрим осадку цилиндрической заготовки плоскими штампами. Зададим область пространства таким образом, чтобы часть контакта заготовки и штампа находилась в этой области, как показано на рисунке ниже. Фактор трения равен 0.8.
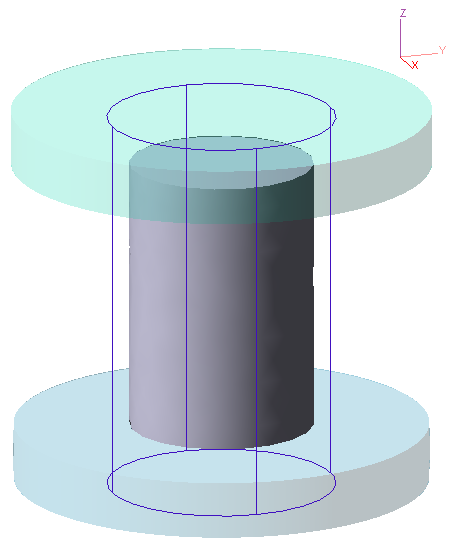
Рис. Бокс для задания условий трения на верхнем и нижнем штампах
Внутри бокса на нижнем инструменте зададим трение равное нулю, в то время как на остальной поверхности трение будет соответствовать заданной смазке (фактор трения m=0.8). Такая большая разница в условиях трения между этими двумя областями позволяет обнаружить влияние неоднородного трения на течение материала очень ясно.
Имя файла процесса local_friction.qfm. Чтобы задать данные трения, нужно создать файл с именем:
local_friction@Ver1@Proc1.frc, имеющий следующее содержание:
Box 1 cyl t: 0 0 60 b: 0 0 -90 R: 45 V: 0 0 0 f: 0 T 2 |
Здесь видно, что бокс расположен по оси z от -90 до 60 мм и ограничен радиусом 45 мм. Значение фактора трения установлено равным 0 для нижнего инструмента (T2).
Неравномерное трение вызывает неодинаковое движение заготовки по поверхности инструментам. На рисунке ниже видно, что пока заготовка находится в боксе в верхней её части наблюдается отчетливое бочкообразование, в то время как её нижняя часть равномерно расширяется. Как только заготовка покидает область бокса, трение на инструментах становится одинаковое и в нижней части заготовки так же начинает образовываться бочка.
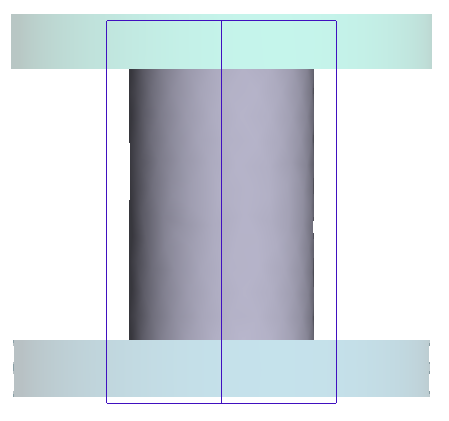
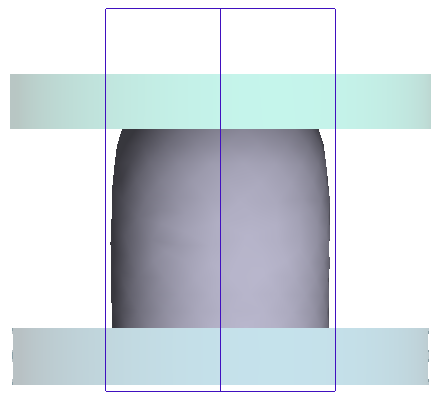
Рис. Несимметричное течение металла из-за разных условий трения на поверхности инструмента в боксе и на оставшейся поверхности.
11.5.3.Задание размера конечных элементов в локальной области, определенной боксом, в случае прессования профиля
В некоторых случаях может потребоваться задать размер элементов в некоторой области решения явным образом. Как правило, такая потребность возникает при моделировании прессования для того, чтобы добиться благоприятной плотности сетки в зоне истечения. Рассмотрим пример прессования профиля, как показано на рисунке ниже. Толщина профиля составляет 10 мм, но в силу симметрии рассматривается только четверть инструментов и заготовки. При этом соответственно толщина половины профиля составляет 5 мм. Поскольку в зоне деформации форма инструмента довольно проста – плоские поверхности, сопряженные радиусом, то сгущение сетки, осуществляемое автоматически, может быть недостаточно. В этом случае можно задать область (бокс), где максимальный размер элемента будет ограничен некоторой заданной величиной.
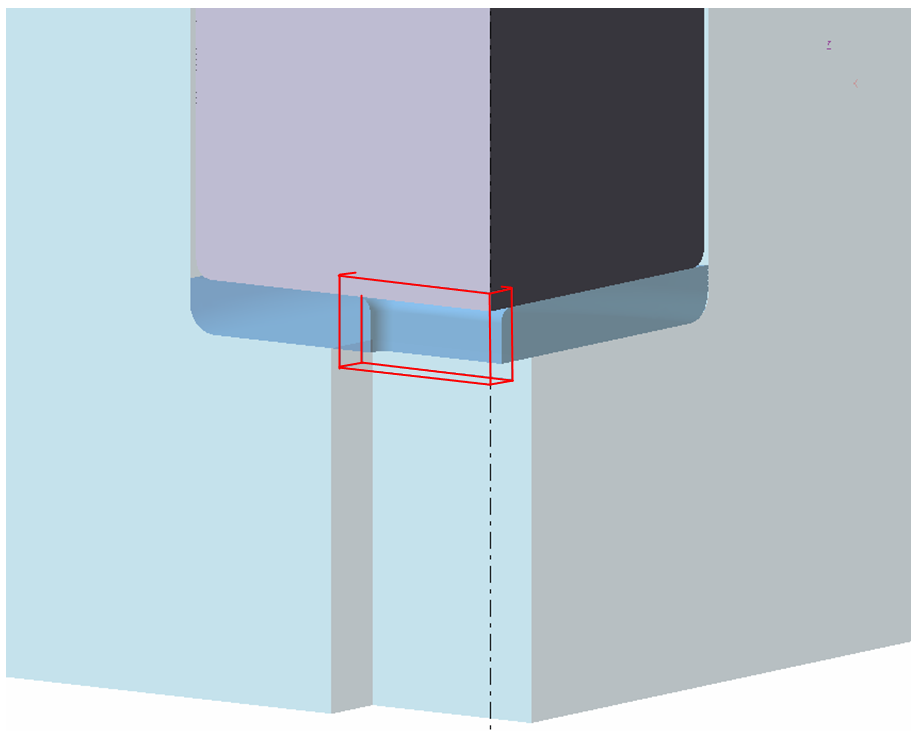
Рис. Бокс для задания размера конечных элементов
Имя файла задачи прессования extrusion_box.qfm. Следовательно, файл для задания размера сетки конечных элементов будет иметь имя extrusion_box@Ver1@Proc1.adp. Его содержание:
Box 1 par t: 0 0 5 b: 10 50 -20 V: 0 0 0 s: 2 |
Здесь в первых двух строках заданы размеры области (10 мм по X, 50 мм по Y и 25 мм по Z), а в последней строке максимальный размер элемента в этой области - 2.0 мм. Можно сравнить сетку конечных элементов при задании бокса (слева на рисунке ниже) и без него (справа на рисунке ниже). Как видно, задание бокса обеспечивает плотную сетку элементов в его пределах.
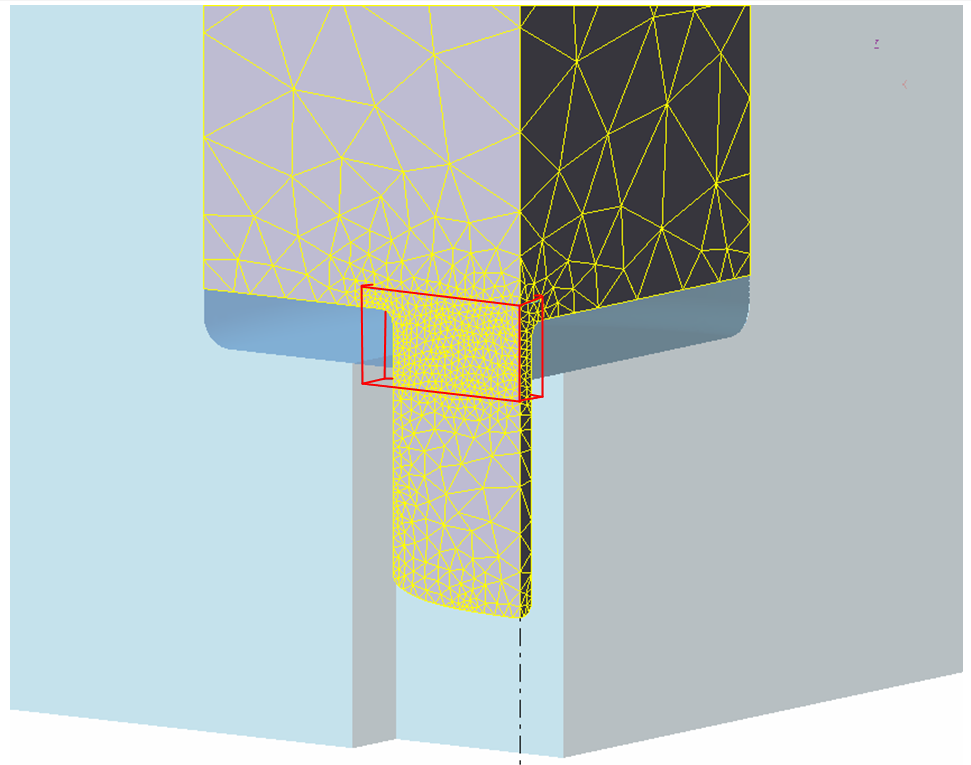
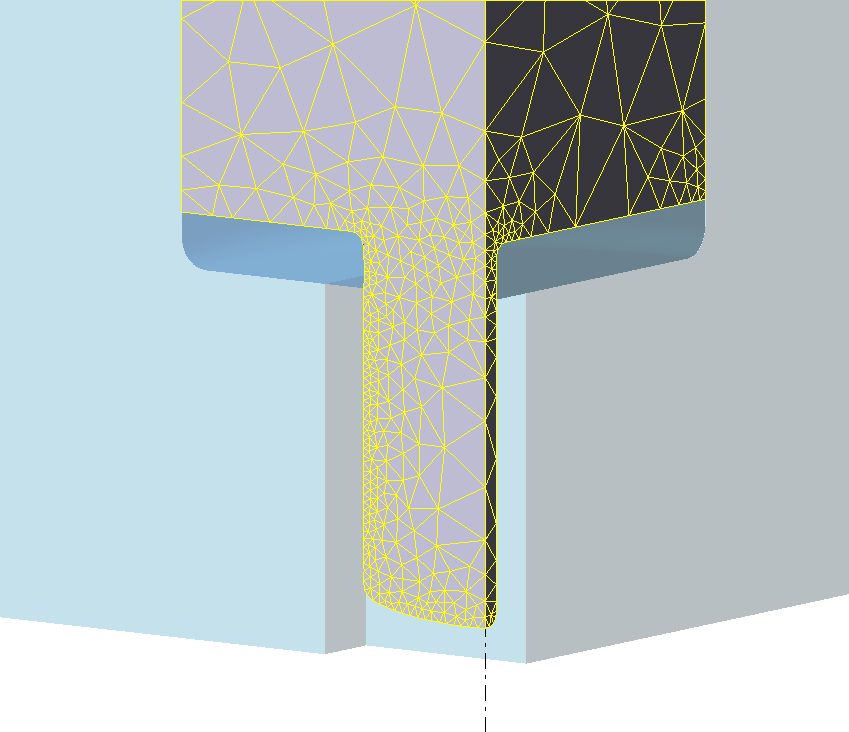
Рис. Разбиение заготовки на конечные элементы: а – при задании бокса; б – без бокса