

2.1.3. Правила эксплуатации фасовочно-упаковочного оборудования и техника безопасности
Основными условиями бесперебойной работы фасовочно-упаковочного оборудования являются:
• высокое качество монтажа,
• квалифицированное техническое обслуживание;
• выполнение всех правил эксплуатации персоналом.
К проведению монтажных работ и обслуживанию фасовочно-упаковочного оборудования допускаются только лица, специально обученные. Кроме того, для работающих на фасовочно-упаковочном оборудовании должен быть проведен специальный вводный инструктаж по правилам техники безопасности, электробезопасности и порядку оказания первой помощи при несчастном случае. Не реже одного раза в шесть месяцев следует проводить инструктаж на рабочем месте.
Соблюдение правил эксплуатации и техники безопасности способствует надежной работе оборудования и предотвращает несчастные случаи.
Правила техники безопасности запрещают эксплуатировать оборудование, не имеющее защитного заземления электродвигателей. Опасно пользоваться оборудованием, если открыты токонесущие части его электрических приборов, не защищены вращающиеся и движущиеся части оборудования.
Запрещается эксплуатировать оборудование при неисправных приборах автоматики, прикасаться к движущимся частям включенного в сеть агрегата независимо от того, находится он в работе или в состоянии автоматической остановки.
По окончании работы на фасовочно-упаковочном оборудовании необходимо обесточить его, очистить рабочее место, протереть сухой мягкой тканью. Запрещается использовать для протирки легкоиспаряющиеся жидкости, такие как бензин, дихлорэтан и прочие. Подобные растворители могут вызвать повреждение корпуса.
2.2. Пакетоформирующие машины
Существуют различные пакетоформирующие машины — укладчики в контейнеры и на поддоны, обертывающие машины. Конструкция средств пакетирования, технология укладки и упаковки рассчитаны на сквозную транспортировку товаров от промышленного предприятия до магазина, механизированное выполнение погрузочно-разгрузочных работ и выкладку упакованных пакетированных товаров непосредственно в торговом зале.
Машины для заполнения контейнеров продовольственными товарами представляют собой укладчики полуавтоматического действия. Контейнер может стоять на полу или на конвейере. Количество загружаемого в контейнер товара регулируется в зависимости от требования заказчика. Всеми действиями управляют предохранительные концевые выключатели, направляющие и переключатели в соответствии с требованиями безопасности.
На рис. 2.7 показан полуавтоматический укладчик в контейнеры АПК 6040. Машина состоит из секции подъема (перемещения), формирования групповых и отдельных упаковок, выводящего конвейера, секции закрывания, системы установки контейнера. Имеется также пульт пневмоуправления. Машина выпускается в одностороннем или двустороннем исполнении и имеет следующую техническую характеристику: максимальная производительность — 9000 товарных единиц/ч, потребляемая мощность — 2 кВт, подключается к электросети напряжением 220/380 В, расход воздуха — 280 л/мин, давление воздуха — 6 бар.
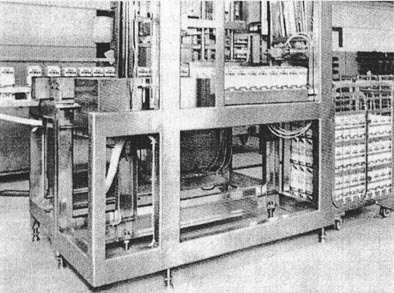
Рис. Полуавтоматический укладчик в контейнеры АПК 6040
Цикл работы машины включает несколько фаз, последовательность операций в которых приведена ниже.
Первая фаза — захват и поднятие пневматическим устройством пустого контейнера с подающего конвейера. При этом контейнер поворачивается на 90". Вторая — опускание его в секцию загрузки. Третья — установка пустого контейнера в положение загрузки. Четвертая (срабатывает одновременно с первой) — включение конвейера, подающего упаковки на станцию формирования Из упаковок формируется требуемая группа и подается толкателем на движущуюся горизонтально подающую пластину, которая закреплена подшипниками к движущемуся вертикальному подъемнику. Она перемещает группу товаров в контейнер на соответствующий слой.
При отсутствии подающего конвейера цикл начинается с фазы 4. При этом подача контейнеров под загрузку осуществляется вручную или по напольному конвейеру.
Контейнер после загрузки подается пневмоцилиндром в секцию закрывания стенки при помощи пневматических вращающегося цилиндра и толкателя. Когда контейнер поступает в секцию закрывания стенки, очередной пустой контейнер начинает опускаться в секцию загрузки (фаза 2).
Применение пакетоформирующих машин обеспечивает наибольший экономический эффект, если становится одной из составляющих комплексной технологической линии фасовки, упаковки и пакетирования с программным управлением. В этом случае максимально используются технические возможности машины. В качестве примера рассмотрим линию фасовки молока в упаковку Пюр-Пак.
Мощность линии 5x7200 упаковок в час. На таком предприятии имеется автоматизированный склад возвратной тары, автоматическая подача высечек, возможность направить отдельный вид готовой упакованной продукции на определенный контейнеро- или ящикоукладчик согласно заданной программе.
Тут же на предприятии заполненные контейнеры и ящики группируются в соответствии с полученными заказами, а группы, в свою очередь, формируются в партии при погрузке на грузовики, что облегчает дальнейшую разгрузку. Все операции выполняются автоматически по заданной программе. Имеется компьютерная система контроля, слежения и оповещения.
Взвешивание происходит автоматически. Упаковки направляются с главного конвейера в сторону на весы, взвешиваются и возвращаются на главный конвейер. При необходимости одновременно регулируется степень заполнения упаковки, исходя из данных взвешивания.
Контроль за движением товаров на складе экспедиции является существенной частью всей системы. В любое время можно получить данные о товаре, поступившем на склад и изъятом оттуда. Также можно выяснить, в какой точке склада хранится тот или иной продукт Всем этим можно управлять автоматически или в ручном режиме с дистанционным управлением.
Компьютерная система контролирует все товарные потоки, оповещает о помехах, указывает их место и характер, словом, за всем следит, все регистрирует и регулирует. Все это позволяет:
• уменьшить потери высечек,
• снизить простои машин,
• улучшить точность дозировки;
• своевременно получить все упаковочные материалы;
• своевременно получить контейнеры и тележки,
• доставить материал на нужную упаковочную линию и на нужный транспортер;
• поддерживать регистр с памятью;
• составить инвентаризацию,
• ускорить комплектацию готовых партий для отгрузки;
• исключить ручной труд;
• сократить количество рабочей силы.
Нажав на кнопку компьютера, можно узнать, что происходит на складе возвратной тары, упаковочного материала, в упаковочном цехе, на холодильном складе и в экспедиции
Сердцем системы контроля является помещение с микропроцессором Необходимые данные подаются в микропроцессор, например количество и вид высечек, требуемых определенной разливочной машиной. Одновременно эта информация поступает на склад упаковочного материала. В то же время происходит инвентаризация склада.
Если в цикле имеются какие-либо помехи, система сразу оповещает об этом. Время простоя сокращается, быстро устраненные помехи не выводят всю систему из строя. Линия не включается, пока помеха не устранена
Потери можно контролировать в любом количестве точек, в каждой рабочей фазе отдельно и на всей линии в целом Можно получить информацию о производительности каждой линии. Тогда сразу можно констатировать характерные неполадки на линии или в машине. Естественно, что все это записывается в память машины, и информация может быть получена в любой момент.