


V
семестр МеУп; курс “Метрология,
Стандартизация и Сертификация”;
Практические занятия
Занятие
№1
Система
допусков и посадок на гладкие элементы
деталей
Изготовить
абсолютно точно размеры детали
невозможно, но чем точнее должна быть
изготовлена
деталь, тем она дороже, но есть, также,
детали, для которых не требуется тща-
тельного
изготовления. В связи с этим возникает
необходимость в нормировании точности
размеров.
Основные
определения
Размер
– числовое значение линейной величины
(диаметра, длины) в выбранных едини-
цах
измерения, т.е. расстояние между двумя
точками.
Действительный
размер (для отверстий: D1,
D2,
… Dn;
для валов: d1,
d2,
… dn)
– размер,
установленный
измерением с допустимой погрешностью.
Истинный
размер – размер, полученный после
обработки, значение которого нам неиз-
вестно,
хотя он и существует, т.к. невозможно
провести измерения без погрешности.
Поэто-
му
понятие “истинный размер” заменяется
понятием “действительный размер”.
Предельные
размеры – два предельно-допустимых
размера, между которыми должен
находиться
или которым может быть равен действительный
размер. Когда встает задача из-
готовления
детали, каждый ее размер должен задаваться
двумя границами допустимых зна-
чений:
наименьший предельный размер и наибольший
предельный размер.
Номинальный
размер (для отверстий: D; для валов: d) –
размер, относительно которого
определяют
предельные размеры и который служит
началом отсчета отклонений. Размер,
ко-
торый
указан на чертеже, является номинальным.
Его определяет конструктор по результа-
там
расчета на прочность и жесткость.
Номинальный размер выбирают из ряда
предпочти-
тельных
чисел: R5, R10, R20, R40 *.
Отклонение
– алгебраическая разность между
предельными размерами и номинальным
размером.
Таким
образом, под отклонением понимают
насколько данный размер отличается от
но-
минального.
_________________________
*
геометрические прогрессии со
знаменателями:
стр. 32.
10
10 = 1, 25 ;
20
10 = 1,12 ;
40
10 = 1, 06 . [1] табл. 1.2;
1
V семестр МеУп; курс “Метрология, Стандартизация и Сертификация”; Практические занятия
Существует два предельных размера:
для отверстий:
для валов:
Dmax
dmax
и
и
Dmin
dmin
поэтому существует два предельных отклонения: верхнее и нижнее.
Верхнее отклонение – алгебраическая разность между наибольшим и номинальным раз-
мерами.
для отверстий:
для валов:
ES = Dmax – D
es = dmax – d
(1.1)
Нижнее отклонение – алгебраическая разность между наименьшим и номинальным раз-
мерами.
для отверстий:
для валов:
EI = Dmin – D
ei = dmin – d
(1.2)
Отклонения всегда имеют знак “+” или “–”.
Предельные отклонения размеров обозначают непосредственно после номинального
размера, при этом верхнее отклонение размещают выше средней линии высоты шрифта но-
минального размера, а нижнее – ниже:
15−0,009 ;
−0,020
19+0,008 ;
−0,005
30+0,037 ;
+0,028
Предельные отклонения равные нулю – не указывают:
15−0,011;
Допуск (обозначается: T) – разность между наибольшим и наименьшим предельными
размерами или абсолютная величина алгебраической разности между верхним и нижним от-
клонениями. Чем меньше допуск, тем точнее будет изготовлена деталь; чем больше – тем
грубее.
для отверстий:
для валов:
TD = Dmax − Dmin или
Td = d max − d min
или
TD = ES − EI
Td = es − ei
(1.3)
Допуск знака не имеет – он всегда положителен.
2
Пример
№1:
Определение
допуска вала Ø15−0,034
:
Номинальный
диаметр вала dном
=
d = 15 мм; Верхнее предельное отклонение
es = –0,016;
Нижнее
предельное отклонение ei = –0,034; Предельные
размеры составляют:
−0,016V семестр МеУп; курс “Метрология, Стандартизация и Сертификация”; Практические занятия
d max = d + es = 15 + ( −0,016 ) = 14,984 мм;
d min = d + ei = 15 + ( −0,034 ) = 14,966 мм;
Допуск вала:
Td = d max − d min = 14,984 − 14,966 = 0,018 мм;
Td = es − ei = ( −0,016 ) − ( −0,034 ) = 0,018 мм;
Вал – термин, принимаемый для обозначения наружных (охватываемых) элементов де-
талей.
Отверстие – термин, принимаемый для обозначения внутренних (охватывающих) эле-
ментов деталей.
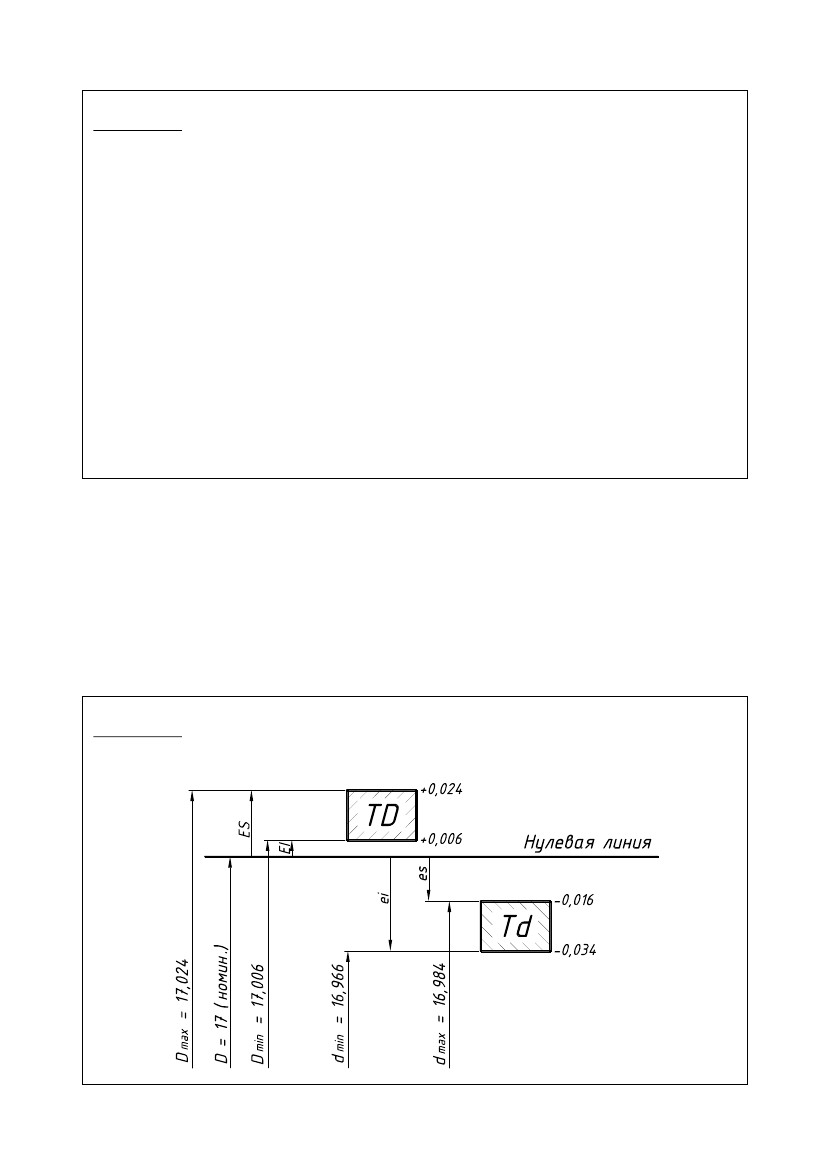
Поле допуска – поле, ограниченное верхним и нижним отклонениями. Оно заключается
между двумя линиями, соответствующими верхнему и нижнему отклонениям. Поле допуска
или
Пример №2:
Графическое изображение полей допусков отверстия Ø17 +0,006 вала Ø17 −0,034 :
+0,024
−0,016
3
определяется
величиной допуска и его положением
относительно нулевой линии.
Нулевая
линия соответствует номинальному
размеру, от которой откладываются
откло-
нения
размеров при их графическом изображении.
Нулевая линия располагается горизон-
тально;
положительные отклонения откладывают
вверх от нее, а отрицательные – вниз.
Посадка
– характер соединения деталей (вала и
отверстия) определяемый величиной по-
лучившихся
в нем зазоров или натягов. Посадка
характеризует свободу относительного
пе-
ремещения
соединяемых деталей или степень
сопротивления их взаимному смещению.
Зазор
(S) – разность размеров отверстия и
вала, в случае если размер отверстия
больше
размера
вала. Зазор обеспечивает возможность
свободного перемещения соединяемых
дета-
лей.
Натяг
(N) – разность размеров вала и отверстия
до сборки, в случае если размер вала
больше
размера отверстия. Натяг обеспечивает
неподвижность деталей после их сборки.
Типы
посадок – в зависимости от взаимного
расположения полей допусков отверстия
и
вала
посадка может быть с зазором, с натягом
или переходная.
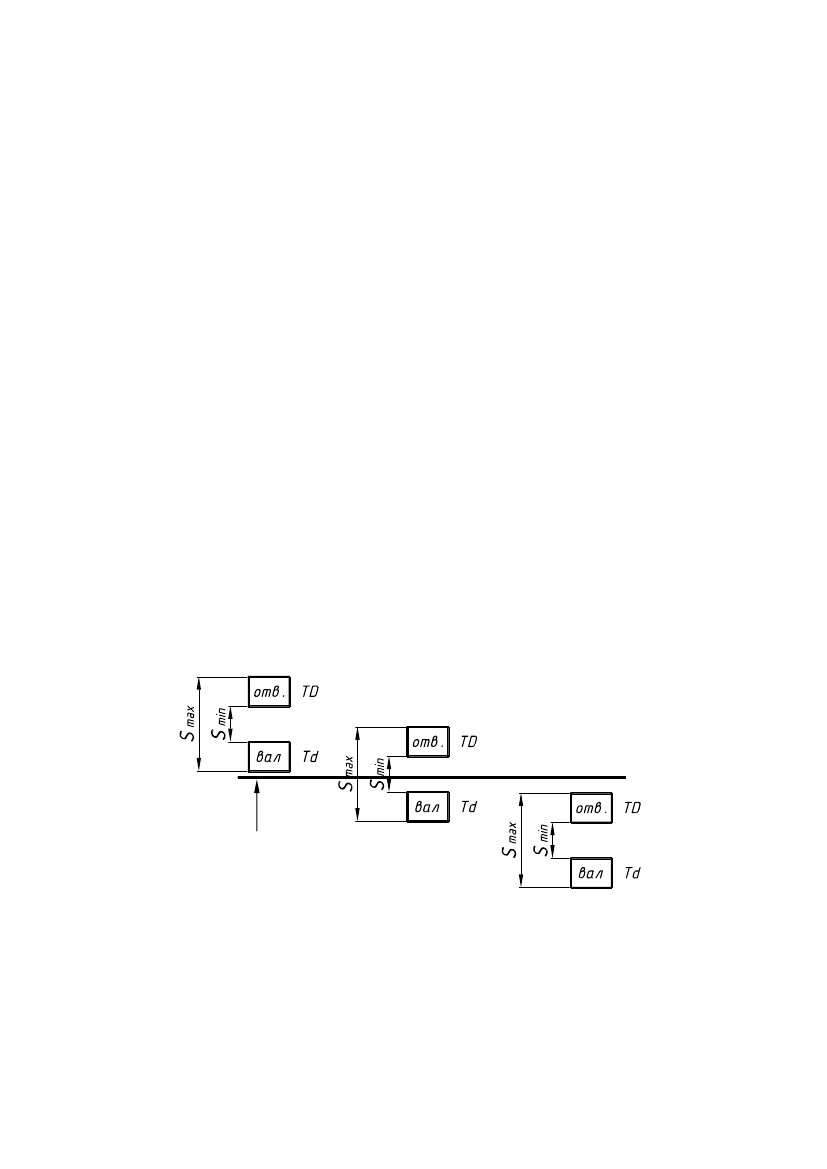
Посадка
с зазором – посадка, при которой
обеспечивается зазор в соединении. При
гра-
фическом
изображении поле допуска отверстия
всегда располагается над полем допуска
ва-
ла,
т.е. размеры отверстия всегда больше
размеров вала.
S
max
=
Dmax
−
d min
=
ES − ei;
S
min
=
Dmin
−
d max
=
EI − es;
D,
d
(1.4)
Посадка
с зазором характеризуется величинами
наименьшего (Smin)
и наибольшего (Smax)
зазоров.
При этом наибольший зазор образуется
при сопряжении отверстия максимального
диаметра
(Dmax)
и вала минимального диаметра (dmin);
а наименьший зазор образуется в со-
единении
отверстия минимального диаметра (Dmin)
и вала максимального диаметра (dmax).
Такая
посадка применяется, когда допускается
относительное смещение деталей.
4V семестр МеУп; курс “Метрология, Стандартизация и Сертификация”; Практические занятия
