

Основные операции ковки и применяемый инструмент
 Процесс
ковки состоит из чередующихся в
определенной последовательности
основных и вспомогательных операции.
Каждая операция определяется характером
деформирования и применяемым инструментом.
Процесс
ковки состоит из чередующихся в
определенной последовательности
основных и вспомогательных операции.
Каждая операция определяется характером
деформирования и применяемым инструментом.
Двухстоечный молот арочного типа:
1 - рычаг управления,
2 - шток, 3 - золотник,
4 - золотниковая коробка,
5- дроссельный кран,
6 - канал, 7 - пружинный буфер,
8 - цилиндр рабочий, 9 - поршень,
10 - сальниковая набивка,
11 - направляющие,
12 - рабочий шток, 13 - стойки,
14 – баба молота, 15 - верхний боек,
16 - нижний боек, 17 - шабот,
18 - фундамент плиты (металлич.),
19 - железобетонный фундамент,
20 - железобетонный фундамент
шабота, 21 - дубовая подушка
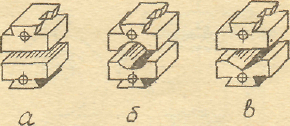
Рис. 2. Типы бойков
а - плоские, б - вырезные, в- комбинированные
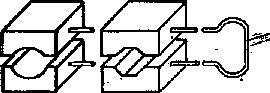
Рис. 3. Обжимки
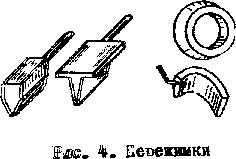
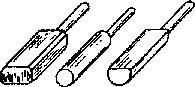
Рис. 4. Пережимки Рис. 5. Раскатки


![]()
Рис. 6. Топоры Рис. 7. Прошивни

Рис. 8. Оправка цилиндрическая
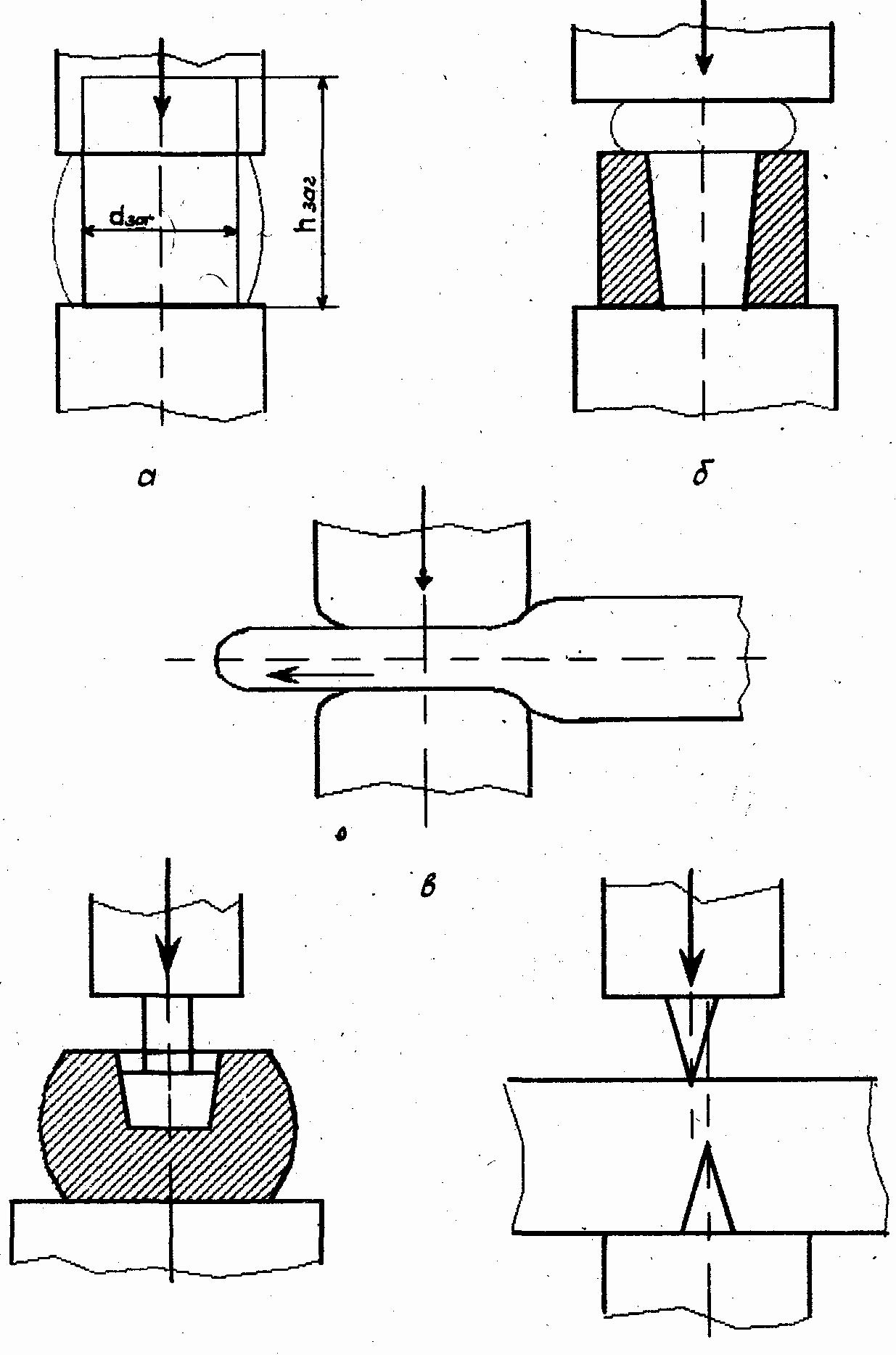

Рис. 9.а. Осадка Рис. 9.б. Высадка Рис. 10. Протяжка (вытяжка)
Рис. 11. Рубка Рис. 12. Протяжка на оправке
Рис. 13. Раскатка на оправке
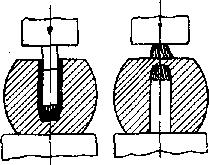
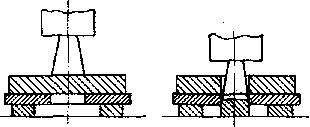
Рис. 14.а. Пробивка Рис. 14.б. Прошивка
К основным операциям ковки относятся осадка, протяжка (вытяжка), прошивка, отрубка, гибка.
Осадка - операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения (рисунок 9.a). Осадка не применяется при отношении высоты hзаг к диаметру dзаг заготовки, превышающем 2,5, так как в этом случае может произойти продольное искривление заготовки. Осаживают заготовки между бойками или подкладными плитами.
Разновидностью осадки является высадка (рисунок 9.б), при которой металл осаживают лишь на части длины заготовки.
Протяжка (вытяжка) - операция удлинения заготовки или её части за счет уменьшения площади поперечного сечения (рисунок 10). Протяжку производят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один к другому, с подачей заготовки вдоль оси протяжки и поворотами её на 90° вокруг этой оси. При каждом нажатии уменьшается высота сечения, увеличиваются ширина и длина заготовки.
Протяжка имеет ряд разновидностей.
Разгонка - операция увеличения ширины части заготовки за счет уменьшения её толщины.
Протяжка с оправкой - операция увеличения длины пустотелой заготовки за счет уменьшения толщины её стенок (рисунок 12). Протяжку выполняют на слегка конической оправке, при этом заготовку протягивают в одном направлении - к расширяющемуся концу оправки, что облегчает её удаление из поковки.
Раскатка на оправке - операция одновременного увеличения наружного и внутреннего диаметра кольцевой заготовки за счет уменьшения её стенок (рисунок 13).
Прошивка - операция получения полостей в заготовке за счет вытеснения металла (рисунок 14.а,б). Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка). Инструментом для прошивки служат прошивни, сплошные и пустотелые; последними прошивают отверстия большого диаметра (400...900 мм).
Рубка - операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента - топора (рисунок 11). Отрубку применяют для получения из заготовки большой длины нескольких коротких.
Гибка - операция придания заготовке изогнутой формы по заданному контуру.