I исполнение II исполнение а-а
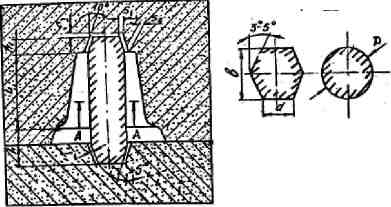
Рис. 2.6. Выбор конфигурации знаков вертикальных стержней:
I исполнение - для фасонного сечения;
II исполнение - для цилиндрического.
Табл. 2.6.
Высота нижних вертикальных знаков стержня в мм
а+в или Д, 2 в мм |
Высота знака h (не более) при длине стержня L, мм |
|||||||
До 50 |
Св. 50 до 150 |
Св. 150 до 300 |
Св. 300 до 500 |
Св. 500 до 750 |
Св. 750 до 1000 |
Св. 1000 до 1500 |
Св. 1500 до 2000 |
|
До 25 |
20 |
25 |
- |
- |
- |
- |
- |
- |
Св. 25 до 50 |
20 |
40 |
60 |
70 |
- |
- |
- |
- |
Св. 50 до 100 |
25 |
35 |
50 |
70 |
100 |
120 |
- |
- |
Св. 100 до 200 |
30 |
30 |
40 |
60 |
90 |
110 |
160 |
200 |
Св. 200 до 300 |
35 |
35 |
40 |
50 |
80 |
100 |
150 |
190 |
Св. 300 до 400 |
40 |
40 |
40 |
50 |
70 |
90 |
140 |
180 |
Св. 400 до 500 |
40 |
40 |
40 |
50 |
60 |
80 |
130 |
170 |
Св. 500 до 750 |
50 |
50 |
50 |
50 |
60 |
70 |
120 |
160 |
Св. 750 до 1000 |
50 |
50 |
50 |
50 |
50 |
60 |
110 |
150 |
Табл. 2.7.
Высота верхних вертикальных знаков стержня в мм
Высота нижнего знака в мм |
20 25 30 35 40 50 60 70 80 90 100 110 120 130 140 |
Высота верхнего знака в мм |
15 15 20 20 25 30 35 40 50 55 60 65 70 80 85 90 95 |
Табл. 2.8.
Высота знака h или h1 длина знака l или l1, в мм |
Зазор S1(не более) при длине L или диаметре D, в мм |
||||
До 50 |
Св. 50 До 150 |
Св.150 До 300 |
Св.300 До 500 |
Зазор S3 |
|
До 25 |
0,15 |
0,15 |
0,25 |
- |
0,15-0,25 |
Св. 25 до 50 |
0,25 |
0,25 |
0,50 |
1,0 |
1,5-2,5 |
Св. 50 до 100 |
0,50 |
0,50 |
1,0 |
1,0 |
2,0-5,0 |
Св. 100 до 200 |
1,0 |
1,0 |
1,0 |
1,5 |
3,0-6,0 |
Св. 200 до 300 |
1,0 |
1,0 |
1,0 |
1,5 |
3,5-6,5 |
Св. 300 до 500 |
1,5 |
1,5 |
1,5 |
2,0 |
4,0-7,5 |
Зазор S2 |
0,15 |
0,25 |
0,50 |
1,0 |
- |
2.2.2. Определение размеров модели
После определения конфигурации стержня и величины его знаков (по таблицам 2.3, 2.4, 2.5, 2.6, 2.7, 2.8) вычерчивается отдельно верхняя и нижняя части модели. Затем проставляются все размеры моделей с учетом усадки сплава и величины сборочных зазоров в знаках. Пример изображения моделей и простановки их размеров показан на рис. 2.7.
Величина усадки некоторых литейных сплавов приведена в таблице 2.9.
Размеры моделей (за исключением величины знаков) определяются по формуле:
![]()
где
В – размер модели, мм;
А – размер отливки, мм;
а – усадка сплава, выбираемая по таблице 2.9.
Таблица 2.9.
Сплавы |
Литейная усадка, % |
Серый чугун Сталь Алюминиевые сплавы |
1,0 2,0 1,5 |
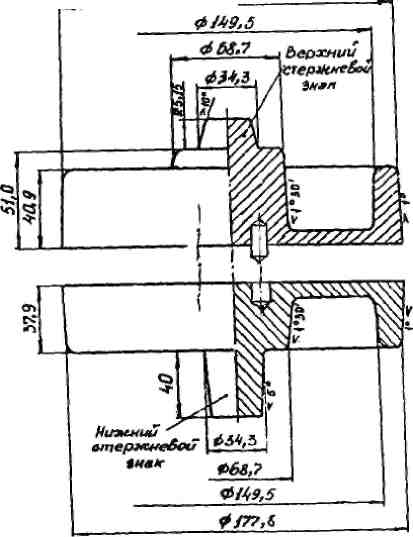
Рис. 2.7. Чертеж модели с неотъемными знаками
Например, на чертеже отливки из серого чугуна размер был равен 230 мм. Величина соответствующего размера на модели будет составлять:
![]() мм
мм
Расчет элементов литниковой системы и выбор места ее подвода
Литниковой системой называется совокупность каналов, выполненных в литейной форме в период ее изготовления.
Литниковая система служит для подвода жидкого металла в полость литейной формы. Основные ее элементы показаны на рис. 2.8.
Наиболее простым определением размеров сечений элементов литниковой системы является расчет по номограммам, приводимым в справочниках по литейному производству, но для условий серийного и массового производства целесообразнее рассчитывать литниковую систему по площади минимального сечения, которым в общем случае является сечение питателей (для замкнутых литниковых систем).
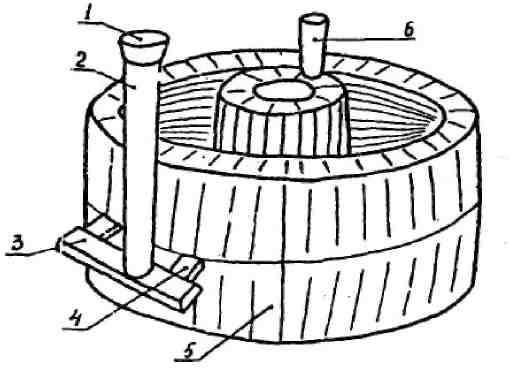
Рис. 2.8. Основные элементы литниковой системы:
I - литниковая воронка; 2 - стояк; 3 - шлакоуловитель; 4 - питатели;
5 - отливка; 6 - выпор.
Площадь сечения питателей определяется по формуле:
![]() (2.2)
(2.2)
где G - черновая масса отливки в кг, вычисляемая по формуле:
G = P (a + в) (2.3)
Где
Р - чистовая масса детали в кг;
а - коэффициент, учитывающий массу металла припусков на механическую обработку. В зависимости от величины припусков на обработку детали принимают а=1,05-1,50. Чем больше обрабатываемых поверхностей и выполняемых литьем отверстий, пазов, впадин и др., тем коэффициент выбирается более близким к 1,50.
в - коэффициент, учитывающий массу металла на литниковую систему, выпоры или прибыли: для чугуна в = 0,2 - 0,3; для стали в = 0,4 - 0,6.
µ - коэффициент расхода в литниковой системе, определяемый по таблице 2.10.
Таблица 2.10.
Значение коэффициента расхода µ для форм, заливаемых всырую
Материал отливки |
Сопротивление формы |
||
большое |
среднее |
малое |
|
Чугун Сталь |
0,35 0,25 |
0,42 0,32 |
0,50 0,42 |
Примечание к таблице 2.10. Для отливок сложной конфигурации, имеющих тонкие стенки, следует выбирать большое сопротивление формы, для простых, несложных – малое сопротивление
τ – оптимальная продолжительность заливки в секундах, определяемая по формуле:
![]() (2.4)
(2.4)
где
δ - средняя толщина стенок отливки, в мм;
G – черновая масса отливки в кг;
S – коэффициент времени. Для чугунных отливок принимается равным 2. Для стальных отливок значения коэффициента определяются по таблице 2.11
Таблица 2.11.
Значение коэффициента S
Температура металла и его жидкотекучесть |
Подвод металла |
||
Сифоном снизу |
На половине высоты отливки |
Сверху |
|
Нормальная Повышенная |
1,3 1,4 – 1,5 |
1,4 1,5 – 1,6 |
1,5 – 1,6 1,6 – 1,8 |
Нср. – средний металлостатический напор в см, определяемый по эмпирической формуле:
![]() , (2.5)
, (2.5)
где Нст. – высота стояка в см, считая от уровня заливочной чаши до плоскости разъема литейной формы (рис. 2.9).
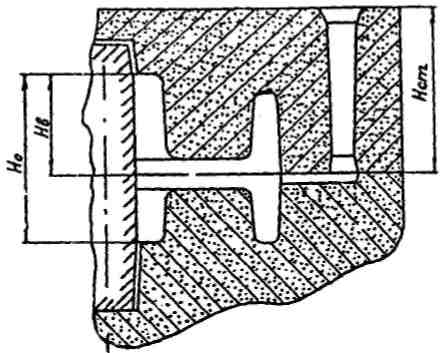
Рис. 2.9. Определение среднего металлостатического напора
Если неизвестна высота верхней опоки, то приближенно Нст. можно вычислить по формуле: Нст .= (Нв+4,0) см. если высота верхней опоки известна, то Нст .= Н опоки, см.
Нв – часть высоты отливки от разъема до наивысшей точки отливки, см.
Но – общая высота отливки в опоке, см.
Площадь поперечного сечения шлакоуловителя Fшл. и сечение стояка Fст. определяются из соотношения:
а) для крупного чугунного литья (весом свыше 1,0 т):
Fпит. : Fшл. : Fст. = 1:1,2 :1,4; (2.6)
б) для мелкого чугунного литья (весом до 1,0 т):
Fпит. : Fшл. : Fст. = 1:1,1:1,15; (2.7)
в) для стального литья:
Fпит. : Fшл. : Fст. = 1:1,3:1,6; (2.8)
Место подвода металла в полость формы выбирается в зависимости от следующих условий:
а) обеспечить наиболее короткий путь течения жидкого металла в литейной форме к полости отливки;
б) обеспечить спокойное заполнение литейной формы;
в) предупреждать местные разрушения формы.
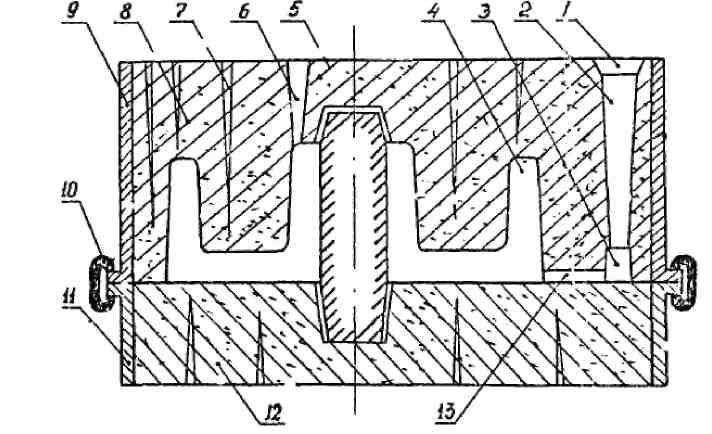
2.4. Разработка чертежа литейной формы в сборе
По конфигурации моделей и отливки вычерчивается литейная форма в сборе (вертикальный разрез), состоящая из верхней и нижней полуформ с уплотненной формовочной смесью. На этом чертеже показываются стержень (заштриховать «в квадрат»), элементы литниковой системы, выпоры (прибыли), вентиляционные наколы. Обозначаются все элементы литейной формы и специфицируются соответствующим элементу названием.
Пример оформления чертежа литейной формы в сборе для разъемной модели показан на рис. 2.10, а для неразъемной модели – на рис. 2.11.
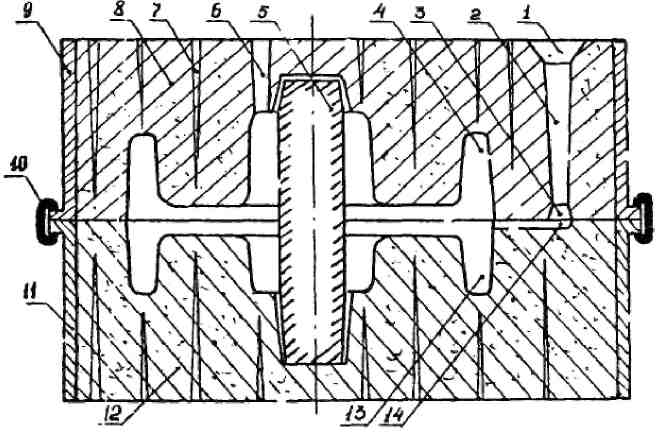
Рис. 2.10. Литейная форма в сборе, полученная по разъемной модели
1 - литниковая воронка; 2 – стояк; 3 – шлакоуловитель; 4 - полость верхней полуформы; 5 – стержень; 6 – выпор; 7 - вентиляционные наколы; 8 - верхняя полуформа; 9 - верхняя опока; 10 - крепежная скоба; 11 -нижняя опока; 12 - нижняя полуформа; 13 - полость нижней полуформы; 14 - питатель.