

15 Принцип регулювання дуги автоматичним регулулятором із саморегулюванням
Регулювання здійснюється за допомогою природного від"ємного зв"язку по швидкості плавлення дроту( ефект саморегулювання ).
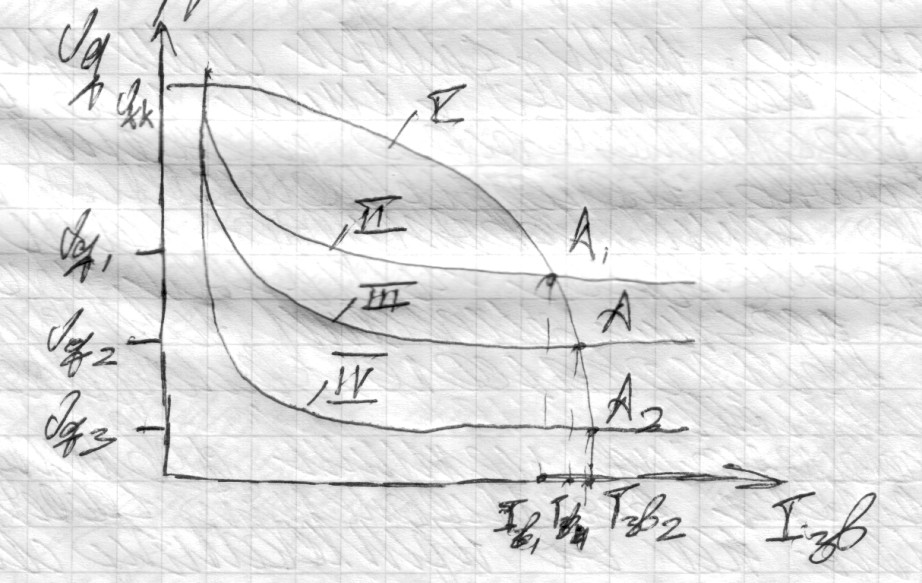
В процесі зварювання при зміні довжини дуги під дією збурень проходить зміна напруги дуги, що викликає зміну швидкості плавлення. Встановлений режим визначається точкою А при перетині зовнішньої характеристики з вольт-амперною характеристикою дуги. Точка А характеризує приблизну рівність швидкостей подачі електродного дроту і швидкість плавлення, при виникненні збурень, що викликають зміну довжини дуги, ВАХ зміщується вверх А1 або вниз А2, при цьому змінюється напруга дуги і відповідно швидкість плавлення. превагою є простота схеми зварювальної головки і її висока надійність в роботі, а саморегулювання краще чим пологіша характеристика
16 Призначення та принцип робота зварювальних тракторів
Зварювальні трактори типу ТС-17 – це портативні
переносні зварювальні апарати (рисунок 3.3), призначені
для зварювання прямолінійних і кільцевих швів (з розділ-
кою і без розділки кромок), кутових з’єднань та з’єднань
в напустку металу товщиною 2-20 мм. Мінімальний діа-
метр внутрішніх кільцевих швів при зварюванні трактором
ТС-17 повинен бути не менше 1200 мм. Зварювання кутових з’єднань можна здійснювати в
положенні «човником», нахиленим електродом. Зварювання
проводять на змінному та постійному струмі з постійною
швидкістю подачі електродного дроту. У процесі зварю-
вання ці трактори пересуваються безпосередньо по зварю-вальному виробі та по направляючій лінійці, встановленій
на виробі. Трактори ТС-17 мають один електродвигун,
який приводить у рух механізм подачі електродного дроту
та ходовий механізм.
Зміна швидкості зварювання і подачі електродного
дроту здійснюється за допомогою змінних шестерень.
Електричне обладнання автомата змонтоване у шафі
управління, на зварювальному тракторі та з’єднане у від-
повідності до принципової схеми.
Пульт управління трактора має блок кнопок «Пуск»,
«Вниз-стоп 1» та «Вверх-стоп 2». Зварювальний трактор ТС-
17-М-У обладнаний додатковим пультом керування ролико-
вим стендом або обертачем, який складається з блоку
кнопок «Стоп», «Назад» та «Вперед».
17 Будова зварювальних тракторів
Требования к автоматам тракторного типа для сварки плавящимся электродом регламентированы ГОСТ 8213 - 69. Согласно ГОСТу скорость перемещения автомата должна быть равномерной при движении по горизонтальной и наклонной плоскости (при угле наклона до 15°) и при периодическом подтягивании питающих проводов и шлангов через каждые 3 м.
Универсальный одномоторный сварочный трактор ТС - 17 - Р предназначен для сварки под флюсом прямолинейных и круговых стыковых швов с разделкой и без разделки кромок и угловых швов в тавровых и нахлесточных соединениях.
Минимальный диаметр внутренних кольцевых швов - 1200 мм. Сварка угловых соединений может осуществляться «в лодочку» или «в тавр» наклонным электродом.
Трактор имеет только один электродвигатель, который приводит в движение механизм подачи электрода 2 и ходовой механизм 13. Оба механизма смонтированы с электродвигателем в один блок, служащий несущим корпусом трактора, на котором закреплены все остальные механизмы: мундштук для подвода сварочного тока к электроду 15, пульт управления 4, кассета с электродной проволокой 5 и бункер 3 для флюса.
Механизм подачи проволоки состоит из замедляющего редуктора со сменными шестернями и двух подающих роликов. Один из роликов приводной, он снабжен поперечной насечкой, другой - прижимной, находится под действием пружины. Настройка нужной скорости подачи электродной проволоки осуществляется при помощи сменных шестерен.
Трактор снабжается двумя сменными мундштуками: для проволоки диаметром от 3 до 5 мм и для проволоки диаметром 1,6 - 2 мм. Первый мундштук рассчитан на сварочный ток до 1000 А, второй - на ток до 600 А. Корректировочный механизм имеет двойное назначение: для ручной корректировки направления электрода по шву во время сварки и для поперечного наклона мундштука вместе с головкой, кронштейном и катушкой при сварке угловых швов.
На тракторе установлены два пульта управления: основной - для управления работой трактора и всей сварочной установкой и дополнительный - для тех случаев, когда трактор входит в состав установок, оборудованных роликовыми стендами, вращателями или иными устройствами, требующими независимого дистанционного управления.
Ходовой механизм трактора состоит из замедляющего редуктора со сменными шестернями и пары ведущих колес с резиновыми шинами. Для свободного маршевого перекатывания трактора вручную на валу колес предусмотрена специальная фрикционная муфта с маховичками, при помощи которых бегунки можно отключить от электропривода.
Универсальность трактора достигается благодаря комплекту сменных узлов и деталей. Сварка большинства швов (за исключением стыковых швов без разделки кромок) производится по копиру, однако предусмотрена возможность направления электрода по оси шва вручную с помощью корректора и указателя.
При сварке стыковых швов, собранных с зазором или разделкой кромок, и угловых швов «в лодочку», передние ролики ходового механизма, устанавливаемые вместо колес 1, двигаются по разделке шва или по углу, образованному свариваемыми листами и, таким образом, направляют весь трактор по шву. При сварке угловых швов наклонным электродом, особенно при сварке швов малого сечения применяется двойное копирование: грубое направление трактора по шву - самокопированием за счет перекоса трактора, а точное - качанием мундштука трактора.