

12 Однодугові зварювальні автомати
Зварювальні автомати являють собою пристрої, призначені для автоматичного зварювання. Конструктивно вони можуть виконуватися на самохідних візках і в підвісному варіанті. До складу зварювального автомата входять:
зварювальна голівка
механізм подачі електродного або присадочного матеріалу
механізм переміщення,
механізм настроювальних, допоміжних та коректувальних переміщень
пристрої для розміщення електродного або присадочного матеріалу
газова та флюсова апаратура
системи управління
джерело зварювального струму
13 Призначення та переваги багатодугових зварювальних автоматів
При многодуговой сварке в зону горения дуги подаются две или более электродных проволок. Многодуговая сварка в основном производится двумя способами: дугами, горящими в общем плавильном пространстве, и разделенными дугами. В первом случае электродные проволоки направлены в общую сварочную ванну и могут питаться от отдельных сварочных трансформаторов или источников постоянного тока, а также от общего трехфазного трансформатора. В другом случае расстояние между электродами выбирается такое, чтобы последующая дуга горела между вторым электродом и затвердевшим, но не остывшим металлом шва, образованном первой дугой под расплавленным флюсом. Благоприятный термический цикл при таком расположении дуг позволяет повысить качество сварки, особенно тех металлов, которые при однодуговой сварке имеют пониженную свариваемость. Достоинство этого вида сварки заключается также в высокой производительности.
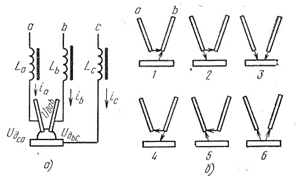
Преимуществом многодуговых аппаратов является возможность трехфазного питания дуг с симметричной загрузкой сети. Сварка трехфазной дугой производится обычно двумя электродами, причем две фазы источника питания подключены к электродам, а третья к свариваемому изделию (рис. 1,а). В результате такого включения в плавильном пространстве в каждый данный момент горят не более двух дуг (рис. 1,б). Важной технологической особенностью трехфазной дуги является возможность регулирования распределения мощности и теплоты, расходуемых на плавление электродов и основного металла (применительно к режимам сварки и наплавки). Это достигается изменением соотношений между токами и напряжениями отдельных дуг.
Многодуговые автоматы по своей конструкции аналогичны однодуговым , и их также изготавливают из унифицированных узлов. В отличие от однодуговых автоматов многодуговые имеют большее число сварочных головок, подающих механизмов, кассет для электродной проволоки.
14 Принцип регулювання дуги механічним регулятором
Регулювання здійснюється за допомогою зворотного зв"язку по прихованій скаладовій довжини дуги.
В процесі зварювання при зміні сили тиску зварювальної дуги на виріб і сили повздовжнього натягу розплавленого металу проходить його провисання під дугою типу ввігнутої чаші. Абсолютне значення глибини провисання розплавленого металупід дугою називається прихованою складовою її довжини.
У встановленому режимі довжина дуги рівна встановденій зовнішній довжині та її прихованій складовій.
Цей регулятор характерний для апаратів, що використовуються для зварювання неплавким електродом.