

СЕРПУХОВСКОЕ
ВЫСШЕЕ ВОЕННОЕ КОМАНДНО-ИНЖЕНЕРНОЕ УЧИЛИЩЕ
РАКЕТНЫХ ВОЙСК
_______________________________________________
Ю.B. СМИРНОВ, А.В. ВАХРУШЕВ
РАСЧЕТ ДОПУСКОВ И
ПОСАДОК
СЕРПУХОВСКОЕ
ВЫСШЕЕ ВОЕННОЕ КОМАНДНО-ИНЖЕНЕРНОЕ
УЧИЛИЩЕ РАКЕТНЫХ ВОЙСК
_____________________________________________
Ю.B. Смирнов, А.В. Вахрушев
РАСЧЕТ ДОПУСКОВ И ПОСАДОК
Учебно-методическое пособие
для практического занятия по дисциплине
«Материаловедение и технология материалов»
Серпухов 2007
Учебно-методическое пособие предназначено для подготовки и проведения практического занятия по расчету допусков и посадок гладких цилиндрических соединений, а также для выполнения контрольного домашнего задания по дисциплине " Материаловедение и технология материалов ".
В пособии приведены основные положения Единой системы допусков и посадок ( ЕСДП ), рассмотрена методика выбора и расчета посадок, приведены варианты контрольного домашнего задания. Пособие также содержит необходимый справочный материал.
Материал пособия и табличные данные приведены в соответствии с
ГОСТ 25346 - 89, ГОСТ 25347 - 82 и ГОСТ 25348 - 82
Практическое занятие
Тема занятия: « Расчет допусков и посадок гладких цилиндрических соединений»
Цель занятия:
Формирование практических навыков расчета допусков и посадок гладких цилиндрических соединений.
Приобретение практических навыков работы со справочной и технической литературой.
1. Общие сведения
При проектировании деталей машин и механизмов их геометрические параметры задаются размерами элементов, а также формой и взаимным расположением их поверхностей. При изготовлении возникают отступления геометрических параметров реальных деталей от идеальных (запроектированных) значений. Эти отступления называются погрешностями. Погрешности могут возникнуть также в процессе хранения и эксплуатации машин под воздействием внешней среды, внутренних изменений в структуре материала, износа и т.д.
При разработке деталей агрегатов следует исходить из того, что погрешности параметров не только неизбежны, но и допустимы в определенных пределах, при которых деталь еще удовлетворяет требованиям правильной сборки и функционирования агрегата. Однако следует помнить о том, что нельзя требовать получения абсолютно точного идеального значения параметра, т.е. нулевой погрешности, так как это зависит от множества факторов (погрешности станка; погрешности инструмента обрабатывающего и измерительного; изнашиванием инструмента; жесткостью материала и т.д.). Также нельзя ограничиваться назначением только идеальных значений параметров деталей, так как при изготовлении могут возникнуть столь большие погрешности, что деталь не будет удовлетворять служебному назначению.
Исходя из этого, при решении подобных задач необходимо:
установить идеальные значения параметров детали;
нормировать точность изготовления параметров путем назначения пределов, ограничивающих эти погрешности.
1.1 Действительные и предельные размеры. Допуск размера. Поля допусков.
Номинальный размер определяется исходя из функционального назначения детали путем расчета на прочность, жесткость или из специфических конструктивных соображений.
Номинальный размер общий для отверстия и вала, составляющих соединение, называется номинальным размером посадки (соединения) и обозначается буквой Dн (dн). На чертежах номинальный размер обозначается нулевой линией 00.
Получаемый при
расчете размер может иметь любое
значение, что экономически невыгодно
для производства. Расчетное значение
номинального размера должно быть
округлено до ближайшего большего
значения из стандартного ряда нормальных
линейных размеров по ГОСТ8636-69. Нормальные
линейные размеры в интервале 0,001 - 2000мм
определены с округлением на основе
рядов Ra5;
Ra10;
Ra20
и Ra40,
построенных по геометрической прогрессии
со знаменателями соответственно
![]() ;
;
![]() ;
;
![]() ;
;
![]() ( табл. 1 ).
( табл. 1 ).
При выборе нормальных размеров предпочтение следует отдавать числам из рядов с более крупной градацией: ряд Ra5 предпочитать ряду Rаl0, ряд Rа10 - ряду Rа20, ряд Rа20 - ряду Rа40.
Самым предпочтительным для применения является ряд Rа5. Применение нормальных размеров способствует сокращению многообразия размеров заготовок, режущих инструментов, средств измерений, приспособлений .
Действительным размером (DД , dД) называется размер, установленный измерением детали с допускаемой погрешностью. Два предельно допустимых размера, между которыми должен находиться действительный размер годной детали, называются предельными размерами. Наибольший, из двух предельных, размер называется наибольшим предельным размером, меньший - наименьшим предельным размером. Условно предельные размеры отверстия обозначаются буквами Dmax Dmin ,а предельные размеры вала - dmax и dmin.
На чертежах и в таблицах допусков предельные размеры задаются предельными отклонениями от номинального размера. Предельные размеры могут быть больше или меньше номинального или равны ему.
Предельные отклонения - это алгебраическая разность между предельным и номинальным размерами. Различают верхнее и нижнее предельные отклонения.
Верхнее отклонение - это алгебраическая разность между наибольшим предельным и номинальным размерами
ES = Dmax - Dн - для отверстия; ( 1 )
es = dmax - dн - для вала. ( 2 )
Нижнее отклонение - это алгебраическая разность между наименьшим предельным и номинальным размерами
EI = Dmin - Dн - для отверстия; ( 3 )
ei = dmin - dн - для вала. ( 4 )
Разность между наибольшим и наименьшим предельными размерами (предельными отклонениями ), или абсолютное значение алгебраической разности между верхним и нижним предельными отклонениями называется допуском размера:
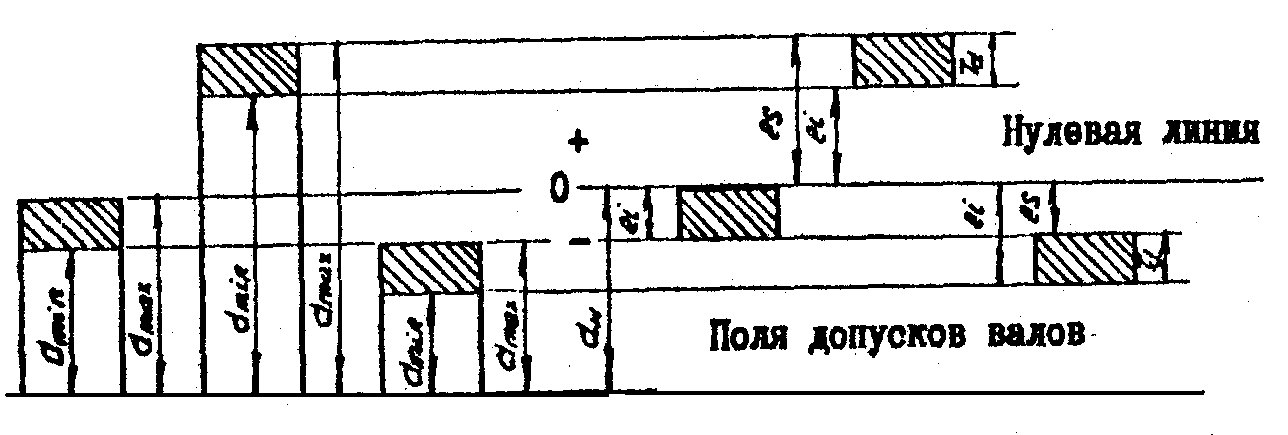
Рис. 1. Предельные размеры, отклонения и поля допусков валов.
Допуск является мерой точности размера. Чем меньше допуск, тем выше требуемая точность детали, тем меньше допускается колебаний действительных размеров деталей и, следовательно, колебание зазоров или натягов в соединении. Допуск непосредственно влияет на трудоемкость изготовления и себестоимость детали. Чем больше допуск, тем проще и дешевле изготовление. От допуска в значительной степени зависит выбор оборудования и средств контроля, квалификация рабочей силы, производительность обработки.
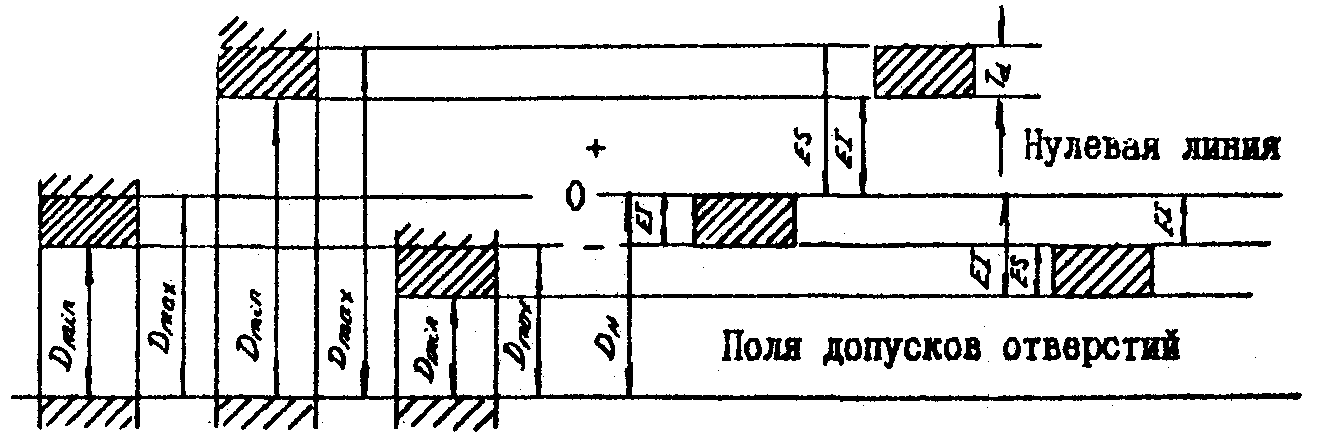
Рис. 2. Предельные размеры, отклонения и поля допусков отверстий.
Поле, ограниченное верхним и нижним отклонениями, называется полем допуска. Поле допуска определяется значением допуска и его положением относительно номинального размера.