

6.4 Оборудование для настилания материалов
Оборудование для настилания тканей можно разделить на следующие виды: с ручным управлением; работающее в полуавтоматическом режиме; автоматизированное.
Настилочные каретки с ручным управлением перемещают по направляющей вдоль стола один или два оператора, осуществляя разматывание и настилание ткани. Каретки оснащаются механическими или электронными датчиками выравнивания кромок, концевой линейкой с отрезным устройством и автоматической заточкой ножа, передвижной концевой линейкой для зажима конца настила.
Настилочные каретки, работающие в полуавтоматическом режиме, перемещают вдоль настилочного стола с помощью электродвигателя с переключаемыми скоростями. Контроль за настиланием осуществляет оператор, который следует за кареткой. Точность равнения кромки достигается фотоэлектронными устройствами. Ручное управление имеют: устройство для обрезки полотен в конце настила, поворотное устройство держателя рулона для укладывания полотен «лицом к лицу»; заправка полотна.
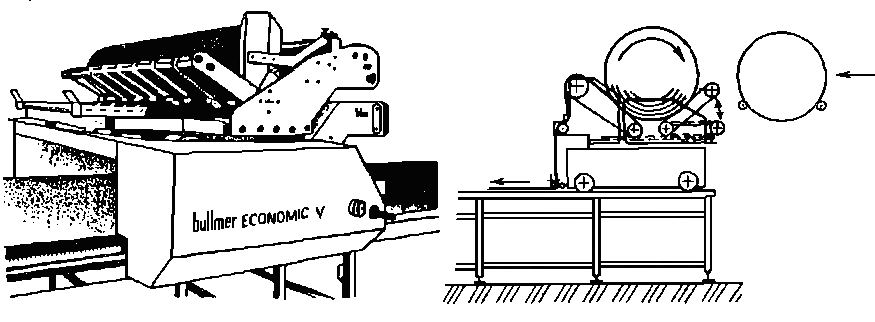
Автоматизированное настилочное оборудование имеет комплекс устройств и приспособлений, обеспечивающих высокую точность и качество настилания, снижение расхода материала (рисунок 6.1, приложение П.2).
Для предотвращения натяжения материала в автоматизированном настилочном оборудовании процессы разматывания материала с рулона и настилания разделены. Материал под контролем микропроцессора предварительно сматывается с рулона в накопитель настилочной машины. С помощью вибратора снимаются остаточные напряжения в материале. Длина полотна отмеривается с помощью роликовых датчиков и вычислительных устройств. Для выравнивания краев полотен в настиле используют фотоэлектрическое управляющее устройство. Это обеспечивает стабильную чувствительность при работе с различными по толщине материалами. Точный останов настилочной каретки обеспечивается специальными тормозами и устройствами управления. Осуществляется постоянное принудительное направление края полотна, исключающее его провисание. Для работы с трудно расправляемыми материалами используются системы, обеспечивающие расправление материала струями воздуха, поступающими от поворотных форсунок в направлении движения материала. Используются новые средства заправки материала и подмотки свободного конца при перезаправке. Для контроля качества настилаемой ткани используется специальная установка, принцип работы которой заключается в следующем. На настилочном столе монтируется перемещаемая по направляющим оптическая система, позволяющая одновременно проектировать световую метку на изображение раскладки лекал на экране, установленном рядом с настилочным столом. Обнаружив текстильный порок, оператор маркирует его световой меткой, которая одновременно проектируется на раскладку. Определив положение порока на раскладке, оператор принимает решение о способе его устранения.
|
|
|
Рисунок 6.1 – Автоматизированное настилочное оборудование
|

Раскрой дефектных полотен может выполняться на отдельных столах. Вырезание деталей производится электрическими ножницами фирмы Bullmer по бумажным обмеловкам, заранее заказанным в экспериментальном цехе, с учетом расположения дефекта. Детали кроя из дефектных полотен присоединяют к основным пачкам таких же деталей сами раскройщики.
Совершенствование оборудования для настилания материалов проводится в следующих направлениях:
повышение скорости настилания;
уменьшение натяжения материалов в процессе настилания;
повышение точности настилания по длине и кромке;
обеспечение ровноты поверхности полотен;
изготовление различных видов настилов;
повышение степени механизации и автоматизации вспомогательных операций и рабочего процесса настилания.