

5.4 Подъемно-транспортное оборудование подготовительного цеха
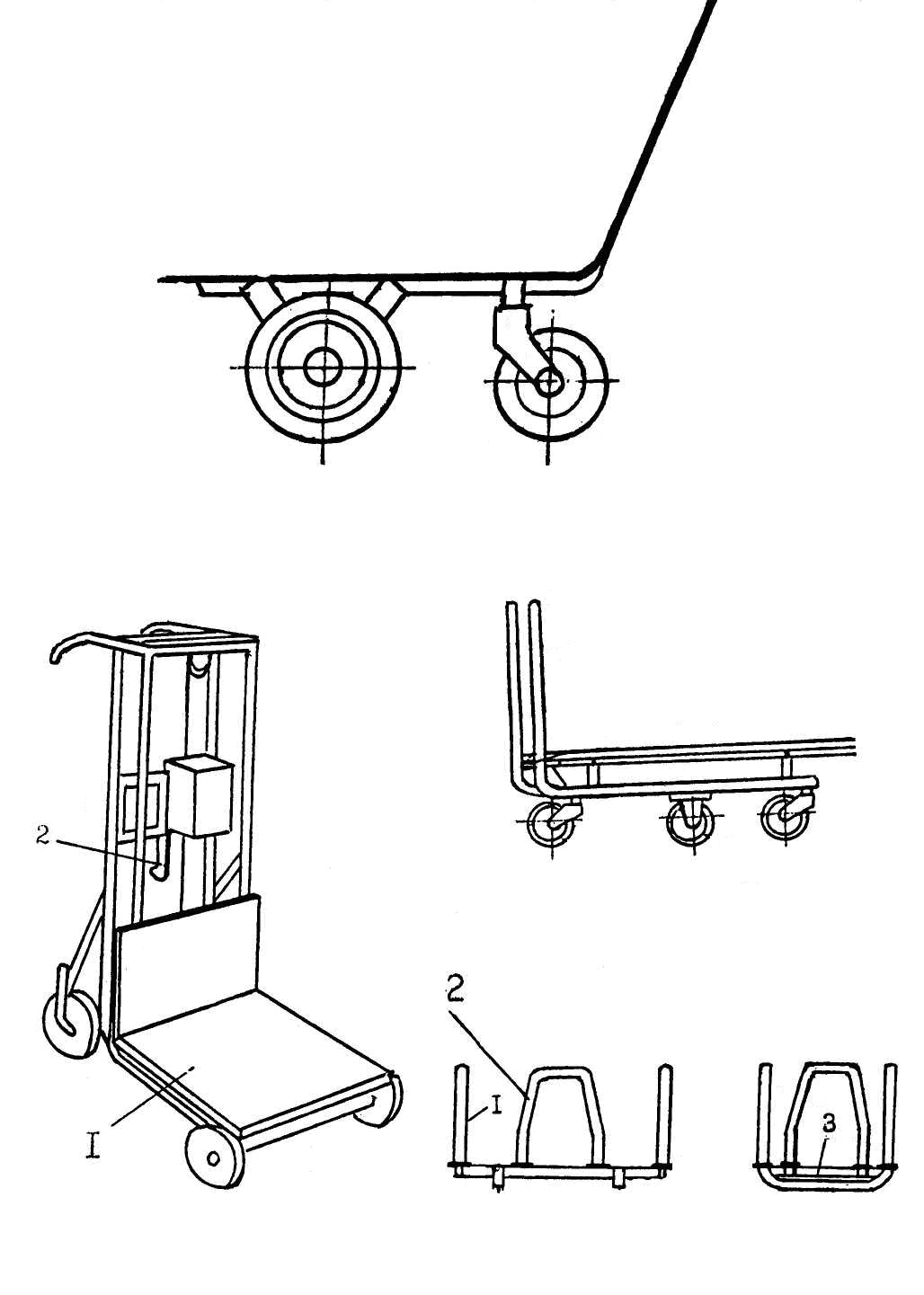
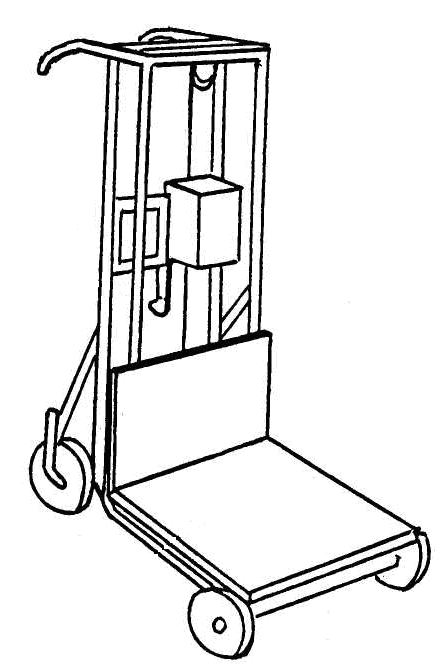
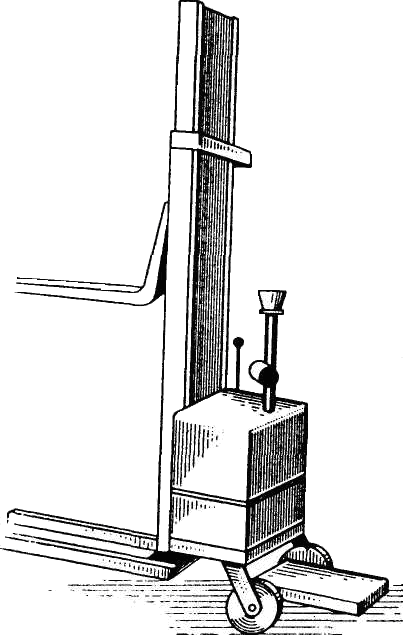
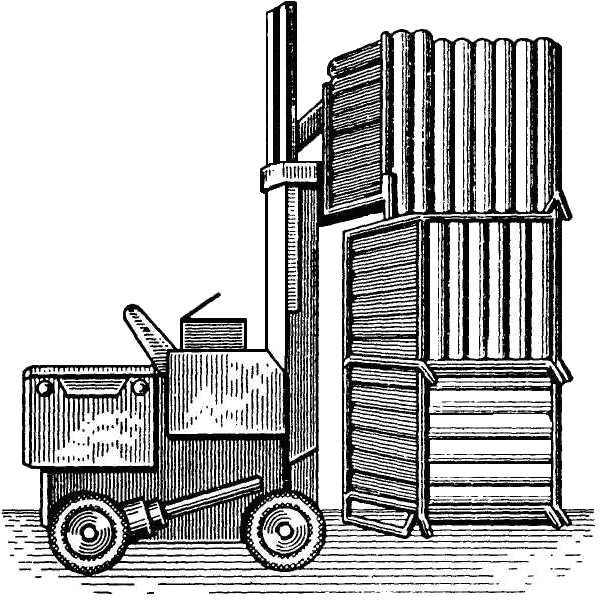
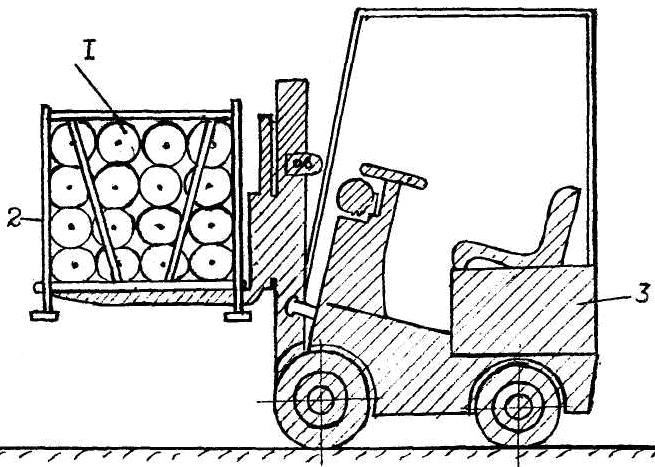
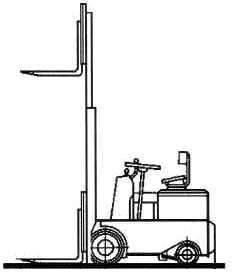
Подъемно-траспортное оборудование подготовительного цеха делится на стационарное (конструктивно связанное с помещением цеха) и оборудование со свободным перемещением. Стационарное подъемно-транспортное оборудование – скаты со свободным пробегом груза, роликовые конвейры, стационарные ленточные конвейры. Оборудование со свободным перемещением – тележки с подъемной платформой, аккумуляторные тележки, автопогрузчики, электропогрузчики, электроштабелеры, передвижные ленточные конвейры, краны-штабелеры, подвесные монорельсовые дороги, грузовозы (рисунок 5.4).
|
|
|
||
а |
б |
в |
||
|
|
|
||
г |
д |
е |
||
|
|
|||
ж |
з |
|||
Рисунок 5.4 – Оборудование со свободным перемещением |
||||
5.5 Хранение материалов в подготовительном цехе
Для бесперебойного питания раскройного цеха материалами в подготовительном цехе должен быть определенный их запас. Запас неразбракованной ткани должен составлять потребность нескольких смен работы. Основные принципы рационального размещения склада неразбракованной ткани:
прямолинейность участков перевозки грузов и максимальное сокращение их протяженности;
удобство транспортирования грузов и наилучшая связь с подъездными путями;
обеспечение требований противопожарной безопасности.
Хранят неразбракованную ткань, как правило, на поддонах, которые могут устанавливаться на стеллажах. Стеллажи могут быть стационарные и передвижные механизированные.
Необходимый объем разбракованной ткани определяется требованиями безостаткового расчета кусков. Существуют два способа ее хранения: партионный и поштучный. Подобранные партии кусков ткани укладывают на стеллажи, в тележки, на поддонах в стеллажи. Штучное хранение заключается в размещении каждого рулона в отведенном для него месте. Для штучного хранения могут применяться стационарные стеллажи и элеваторы.
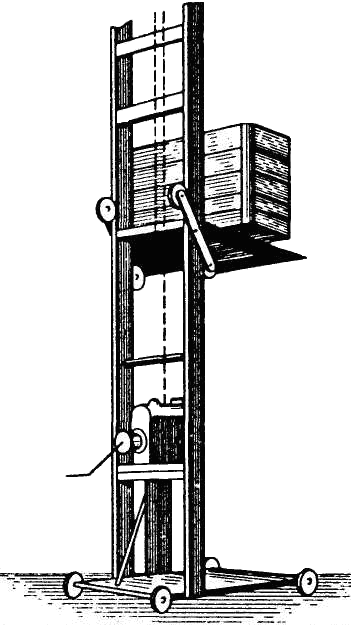
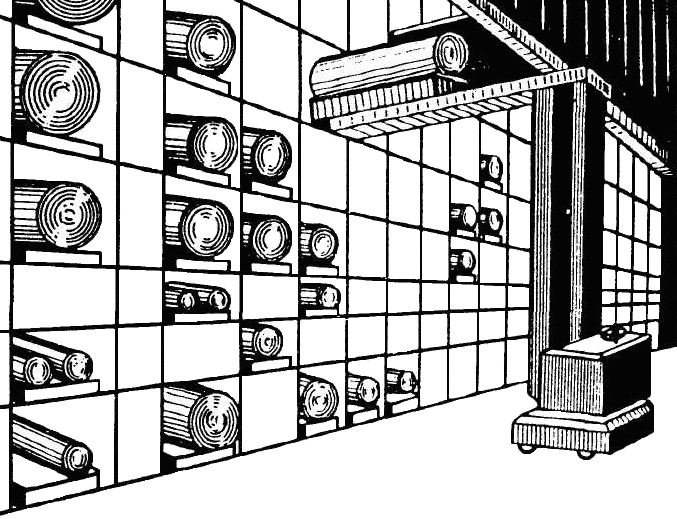
Полная автоматизация погрузочно-разгрузочных работ на складе разбракованной ткани достигается при использовании автоматизированных вертикально-замкнутых элеваторов (рисунок 5.5).

Рисунок 5.5 – Автоматизированный вертикально-замкнутый элеватор
Для их обслуживания применяются:
тележки-загрузчики с автоматическим управлением для транспортирования рулонов ткани от браковочно-промерочных станков к элеваторам;
устройства для автоматической загрузки и разгрузки рулонов ткани (перекладчик) в люльки;
дистанционное устройство для сигнализации о наличии свободных люлек;
устройство адресования тележек с рулонами ткани, с помощью которого диспетчер регулирует подачу загруженных тележек к элеваторам;
дистанционное устройство сигнализации об окончании загрузки;
устройство для автоматического возврата тележки в исходное положение.