

3.2 Визначення техніко-економічних показників поковки
3.2.1 Визначення об’єму вихідної заготовки
Об’єм поковки визначаємо шляхом побудови тривимірної моделі в системі автоматизованого проектування КОМПАС – 3D (рис. 3.4):
Vп = 2872130 мм3.
Коефіцієнт вигару приймемо 1%. Тоді витрати металу на вигар:
![]() мм3.
мм3.
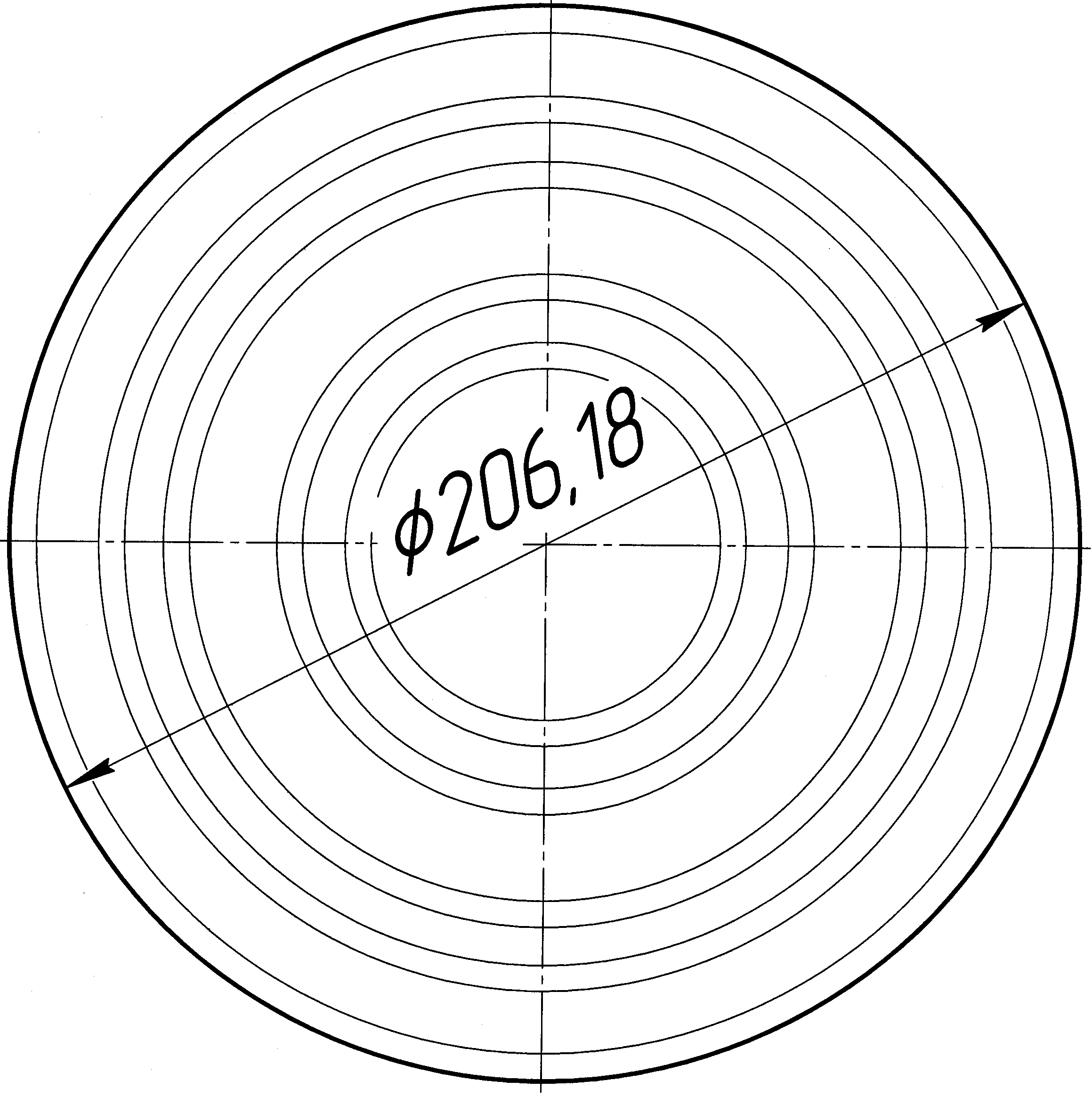
Визначимо периметр поковки по площині рознімання штампу: Пп = D = ×206,18 ≈ 647 мм, де D – діаметр поковки по площині рознімання штампу (рис. 3.5), мм. Площа поковки в плані складає:
Обчислюємо необхідну товщину облою: |
|
Рисунок 3.5 – Вигляд поковки в плані |
![]() мм.
мм.
Приймаємо товщину облою h0 = 3 мм. Ці товщині відповідає облойна канавка № 4 (табл. 2.4). Площа поперечного перетину містка складає Fм = 30 мм2.
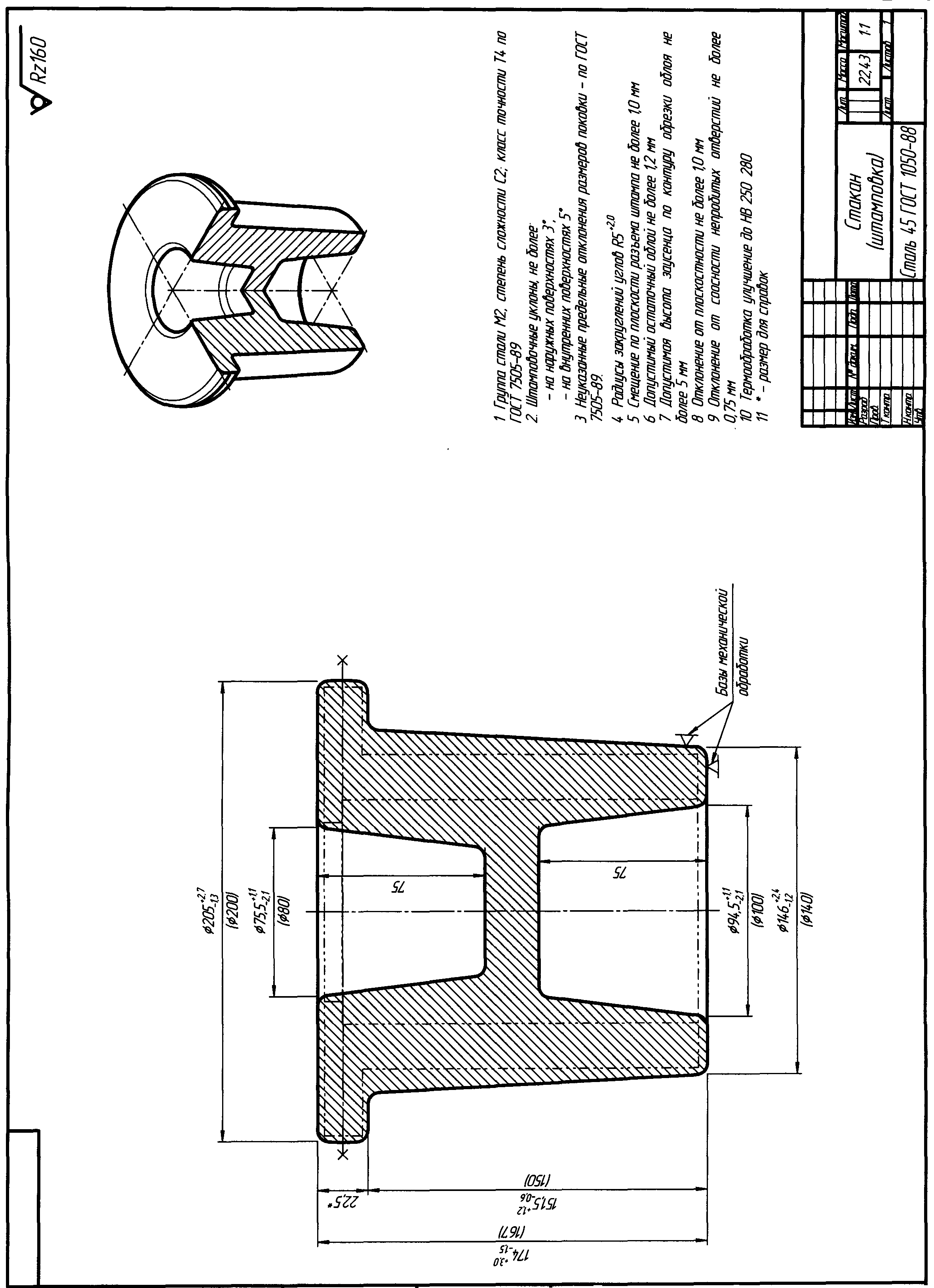
|
Рисунок 3.4 – Креслення поковки |
Штампування здійснюється на кривошипному гарячештамповочному пресі в пресовому штампі. Коефіцієнт заповнення облойної канавки для поковки класу складності С2 приймаємо z = 1,85.
Обчислюємо площу поперечного перетину облою:
Fоб = zFм = 1,85×30 = 55,5 мм2.
Отже, витрати матеріалу на облой становлять:
Vоб = FобПп = 55,5×647 = 35908 мм3.
Оскільки в поковці не прошиваються наскрізні отвори, то витрати матеріалу на перемичку відсутні (Vпер = 0). Також не передбачено в поковці кліщовину (Vк = 0).
Остаточно об’єм металу, витраченого на виготовлення поковки, становить:
Vвих = Vп + Vвиг + Vоб = 2872130 + 28721 + 35908 = 2936759 мм3.
Тоді маса металу, витраченого на виготовлення поковки, становить:
mвих = Vвих10–9 = 7850293675910–9 23,05 кг.
де = 7850 кг/м3 – щільність матеріалу поковки.
Маса поковки за даними комп’ютерного моделювання складає mп = 22,43 кг (рис. 3.4).
3.2.2 Визначення показників ефективності використання металу:
- коефіцієнт вагової точності:
![]() ;
;
- коефіцієнт виходу готового металу:
![]() ;
;
- коефіцієнт використання металу:
![]() ,
,
де mд, mз, mвих – маса деталі, штампованої поковки та вихідної заготовки відповідно, кг.
3.2.3 Визначення собівартості штампованої поковки. Базову собівартість поковок, які отримують на КГШП приймаємо SЗ = 40 грн/кг. Встановлюємо такі значення коефіцієнтів:
- коефіцієнт складності штампованої поковки: КС = 1,0;
- коефіцієнт матеріалу поковки: КМ = 1,3;
- коефіцієнт маси заготовки: КВ = 0,9.
Тоді собівартість спроектованої поковки складає:
4 Порядок виконання практичної роботи
Мета: опанувати методику проектування штампованої сталевої поковки; здобути навички розробки креслень штампованих заготовок; навчитись визначати техніко-економічні показники штампування.
4.1 Завдання на практичну роботу
При виконанні практичної роботи слід спроектувати штамповану поковку, розробити її робоче креслення і визначити техніко-економічні показники спроектованої поковки.
Вихідними даними до виконання практичної роботи є:
- ескіз деталі;
- розміри та шорсткість її поверхонь;
- річна програма випуску;
- матеріал деталі;
- спосіб штампування.
Варіанти завдань до практичної роботи слід обирати з табл. 4.1 – 4.6.