

7.7. Организация автоматизированного производства
Высшей формой поточного производства является автоматизированное производство, где сочетаются основные признаки поточного производства с его автоматизацией. В автоматизированном производстве работа оборудования, агрегатов, аппаратов, установок происходит автоматически по заданной программе, а рабочий осуществляет контроль за их работой, устраняет отклонения от заданного процесса, производит наладку автоматизированного оборудования.
Различают частичную и комплексную автоматизацию.
При частичной автоматизации рабочий полностью освобождается от работ, связанных с выполнением технологических процессов. В транспортных, контрольных операциях при обслуживании оборудования, в процессе установки — полностью или частично сокращается ручной труд.
В условиях комплексно-автоматизированного производства технологический процесс изготовления продукции, управление этим процессом, транспортировка изделий, контрольные операции, удаление отходов производства выполняются без участия человека, но обслуживание оборудования — ручное.
Основным элементом автоматизированного производства являются автоматические поточные линии (АПЛ).
Автоматическая поточная линия — комплекс автоматического оборудования, расположенного в технологической последовательности выполнения операций, связанный автоматической транспортной системой и системой автоматического управления и обеспечивающий автоматическое превращение исходных материалов (заготовок) в готовое изделие (для данной автолинии). В АПЛ рабочий выполняет функции наладки, контроля за работой оборудования и загрузки линии заготовками.
Основные признаки АПЛ:
- автоматическое выполнение технологических операций (без участия человека); - автоматическое перемещение изделия между отдельными агрегатами линии.
Автоматические комплексы с замкнутым циклом производства изделия — ряд связанных между собой автоматическими транспортными и погрузо-разгрузочными устройствами автоматических линий.
Автоматизированные участки (цехи) включают в себя автоматические поточные линии, автономные автоматические комплексы, автоматические транспортные системы, автоматические складские системы; автоматические системы контроля качества, автоматические системы управления и т.д. Примерная структура автоматизированного производственного подразделения приведена на рис. 7.12.
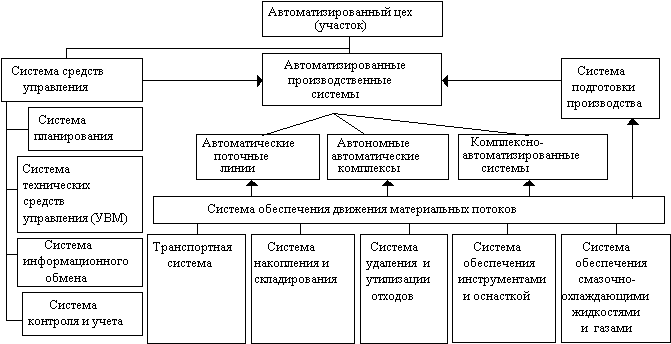
Рис. 7.12. Структурный состав автоматизированного производственного подразделения
В условиях постоянно изменяющегося нестабильного рынка (тем более многономенклатурного производства) важной задачей является повышение гибкости (многофункциональности) автоматизированного производства, с тем чтобы максимально удовлетворить требования, нужды и запросы потребителей, быстрее и с минимальными затратами осваивать выпуск новой продукции.
Методы повышения гибкости автоматизированных производственных систем:
- использование автоматизированных систем технической подготовки производства (САПР); - применение быстропереналаживаемых автоматических поточных линий; - применение универсальных промышленных манипуляторов с программным управлением (промышленных роботов); - стандартизация применяемого инструмента и средств технологического оснащения; - применение в автоматических линиях автоматически переналаживаемого оборудования (на базе микропроцессорной техники); - использование переналаживаемых транспортно-складских и накопительных систем и т.д.
Однако следует заметить, что любая универсализация требует значительных дополнительных затрат и при ее применении необходим взвешенный экономический подход на базе маркетинговой информации и исследований.
Автоматические поточные линии эффективны в массовом производстве.
Состав автоматической поточной линии:
- автоматическое оборудование (станки, агрегаты, установки и т.д.) для выполнения технологических операций; - механизмы для ориентировки, установки и закрепления изделий на оборудовании; - устройство для транспортировки изделий по операциям; - контрольные машины и приборы (для контроля качества и автоматической подналадки оборудования); - средства загрузки и разгрузки линий (заготовок и готовых деталей); - аппаратура и приборы системы управления АПЛ; - устройства смены инструмента и оснастки; - устройства удаления отходов; - устройство обеспечения необходимыми видами энергии (электрическая энергия, пар, инертные газы, сжатый воздух, вода, канализационные системы); - устройства обеспечения смазочно-охлаждающими жидкостями и их удаления и т.д.
В состав автоматических линий последнего поколения также включаются электронные устройства:
1. "Умные супервизоры" с мониторами на каждой единице оборудования и на центральном пульте управления. Их назначение — заблаговременно предупреждать персонал о ходе процессов, происходящих в отдельных агрегатах и в системе в целом и давать инструкции о необходимых действиях персонала (текст на мониторе). Например:
- негативная тенденция технического параметра агрегата; - информация о заделах и количестве заготовок; - о браке и его причинах и т.д.
2. Статистические анализаторы с графопостроителями, предназначенные для статистической обработки разнообразных параметров работы АПЛ:
- время работы и простоев (причины простоев); - количество выпускаемой продукции (всего, уровень брака); - статистическая обработка каждого параметра обрабатываемого изделия на каждой автоматически контролируемой операции; - статистическая обработка выхода из строя (поломка, сбой) систем каждой единицы оборудования и линии в целом и т.д.
3. Диалоговые системы селективной сборки (т.е. подбор параметров относительно грубо (неточно) обработанных деталей, входящих в сборочную единицу, сочетание которых обеспечивает высококачественные параметры сборочной единицы).
На предприятиях машиностроения и приборостроения применяются автоматические линии, отличающиеся между собой как по технологическим принципам действия, так и по формам организации. Классификация и характерные особенности автоматических поточных линий приведены в табл. 7.5.
Таблица 7.5
Классификация автоматических линий
|
№ |
Признак |
Наименование и краткая характеристика |
|
1 |
Гибкость |
1.1. Жесткие непереналаживаемые АЛ предназначенные для обработки одного изделия. 1.2. Переналаживаемые АЛ на определенную группу изделий одного наименования 1.3. Гибкие АЛ, состоящие из "обрабатывающих центров" гибких транспортно-складских систем с промышленными роботами и предназначенных для обработки любых деталей определенной номенклатуры и габаритов (например, корпусных деталей с габаритами от 100ґ100ґ100 до 600ґ600ґ600) |
|
2 |
Число одновременно обрабатываемых изделий |
2.1. Автолинии поштучной обработки 2.2. Автолинии групповой обработки |
|
3 |
Способ транспортировки изделия по АЛ |
3.1. АЛ с непрерывной транспортировкой обрабатываемых изделий 3.2. АЛ с периодической транспортировкой |
|
4 |
Кинематическая связь агрегатов (оборудования) АЛ |
4.1. АЛ с жесткой связью агрегатов(например, ротор-транспортер, желоб и т.д.) 4.2. АЛ с гибкой связью агрегатов (гибкость обеспечивается наличием перед каждым агрегатом устройства для накопления и выдачи запаса изделий (бункеры, кассеты, пеналы, накопительные башни и т.д.)) |
|
5 |
Особенности транспортной системы |
См таблицу 7.3. "Классификация транспортных средств" |
При проектировании автоматических поточных линий выполняется ряд расчетов. В основном они не отличаются от расчетов неавтоматизированных линий, но имеются некоторые особенности.
Такт АПЛ определяется по формуле
![]() ,
,
где r — такт АПЛ (мин); Fн — номинальный годовой фонд времени работы линии в одну смену (час); dсм — число смен работы; h — коэффициент технического использования АПЛ, учитывающий потери времени при различных неполадках в работе оборудования линий и затраты времени на подналадку; Qвып — плановое задание (шт).
При величине нормы времени отдельной операции линии больше такта линии за такт принимают норму времени лимитирующей операции.
В бункерных (гибких) АЛ образуются заделы :
- компенсирующие; - пульсирующие.
Компенсирующие заделы АПЛ (Zk) образуются при разной производительности сменных участков АПЛ:
 ,
,
где Тк — период времени для создания компенсирующего задела, т.е. промежуток времени непрерывной работы сменных участков АПЛ с разными тактами работы, мин; rм и rб — меньший и больший такты работы смежных участков (операций) АПЛ, мин.
Пульсирующие заделы создаются для поддержания ритмичности выпуска продукции. Их назначение — предупредить аритмию хода производственного процесса на отдельных операциях АПЛ.