

3.2. Метод медіан і крайніх значень
При використанні цього методу як характеристики розсіювання значень величини, що спостерігається, використовуються медіана і крайні значення малих вибірок, що заміняють середні і розмахи R.. Тому відпадає необхідність у яких-небудь обчисленнях у процесі спостережень. Скорочується також кількість діаграм: замість двох будується тільки одна, на яку у виді крапок наносяться дійсні відхилення розмірів від їхніх номіналів. Для спрощення і зручності визначення медіани вибірки, кількість деталей у вибірці приймають рівним непарному числу. Звичайно беруть п= 5, тоді медіана вибірки дуже легко визначається по крапковій діаграмі – як третя крапка знизу чи зверху. На крапкову діаграму, яка називається контрольною картою, наноситься шість горизонтальних ліній, що встановлюють межі коливань дійсних розмірів, медіан і крайніх значень вибірки (рис 3 ):
і – лінії верхньої і нижньої технічних між, що відповідають верхньому і нижньому граничним відхиленням контрольованого розміру;
Вм і HM – лінії верхньої і нижньої контрольних між для медіан вибірок;
Вк і Нк – лінії верхньої і нижньої контрольних між для крайніх значень.
Для медіан і крайніх значень малих вибірків з нормальних сукупностей знайдені закони їхнього розподілу. Вони дозволяють так розрахувати ординати контрольних ліній для медіан і крайніх значень, щоб випадковий вихід крапок за їхні межі мав дуже малу імовірність. Тому, якщо в процесі контролю медіана чи одне з крайніх значень виходять за межі контрольних ліній, то це є сигналом про порушення стійкості процесу, про появу систематичної причини, що сигналізує про появу браку.
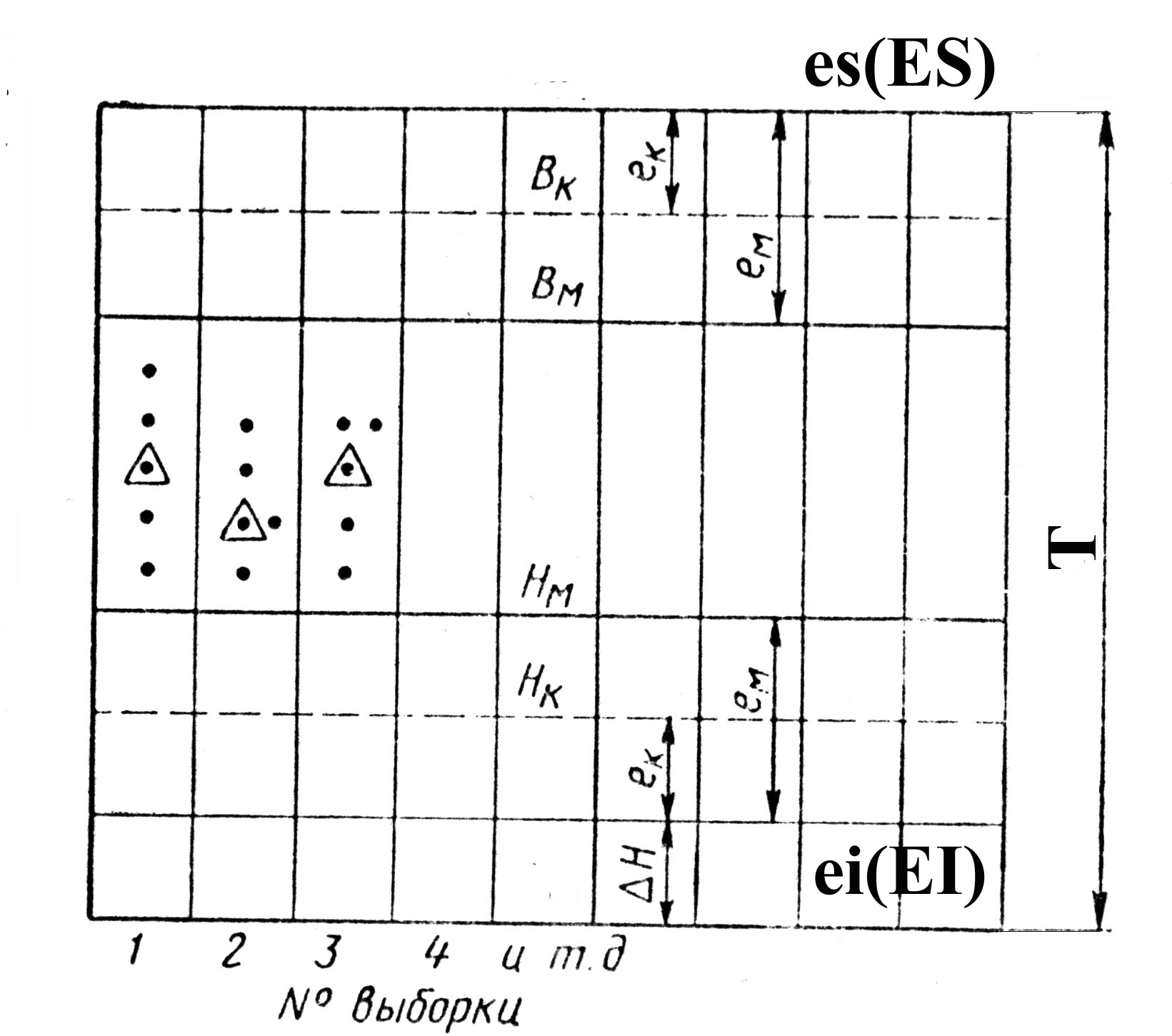
Мал. 3. Схема контрольної карти для статистичного регулювання процесів по
методу медіан та крайніх значень.
Розрахунок ординат контрольних ліній виконується за формулами:
![]() (22)
(22)
![]() (23)
(23)
де σм – середнє квадратичне відхилення миттєвої сукупності, обумовлене в результаті попереднього статистичного аналізу;
Кк і Км – коефіцієнти, що залежать від обсягу n вибірки.
При цьому для обробки зовнішніх поверхонь необхідно до ei додавати Δн=0,1Т, а для обробки внутрішніх поверхонь з ES віднімати 0,1T.
Необхідно відзначити, що при розрахунку границь контрольних ліній на діаграмах для статистичного регулювання технологічних процесів варто враховувати можливість появи помилок першого і другого роду.
Таблиця 3.Значення коефіцієнтів Кк і Км:
-
n
3
5
7
9
Kк
0,68
0,5
0,38
0,3
Kм
1,00
1,45
1,68
1,82
Помилки першого роду полягають у подачі помилкового сигналу про розладгожування процесу, якого насправді немає.
Помилки другого роду складаються, навпаки, у неправильному висновку
про нормальний хід процесу, коли насправді він уже розлагоджуваний.
Для того щоб уникнути цих помилок, необхідно при використанні формул
для розрахунку границь контрольних ліній виходити з досить малих імовірностей їхнього виникнення.
Зокрема,
приведені
вище формули для розрахунку ординат
контрольних ліній на діаграмах середніх
і розмахів,
а також на діаграмах медіан і крайніх
значень виходять з того, що імовірність
появи помилок першого і другого роду
при спостереженнях за
і Me
вибірок
складає
0,027, а для спостережень за розмахами
і крайніми значеннями вибірок
– не більш 0,05. Ці імовірності настільки
малі, що вихід спостережених значень
![]() ,
Mеi
чи
R
i
за
межі контрольних ліній буде вказувати
на те, що ці явища не випадкові, тому що
імовірність їхній, як випадкових, мізерно
мала. Однак помилковий сигнал може
з'явитися і при дуже малій його імовірності.
Тому щоб уникнути непотрібних втручань
у процес рекомендується з появою сигналу
про розладнання процесу негайно ж
перевірити його узяттям повторної
вибірки.
,
Mеi
чи
R
i
за
межі контрольних ліній буде вказувати
на те, що ці явища не випадкові, тому що
імовірність їхній, як випадкових, мізерно
мала. Однак помилковий сигнал може
з'явитися і при дуже малій його імовірності.
Тому щоб уникнути непотрібних втручань
у процес рекомендується з появою сигналу
про розладнання процесу негайно ж
перевірити його узяттям повторної
вибірки.
При впровадженні статистичного регулювання технологічних процесів важливе значення має раціональне настроювання верстатів. Про методи настрою-вання і розрахунок настроєних розмірів докладно викладається в роботі [ 8 ].
Література
1. Балакшин Б.С. Теория и практика технологии машиностроения. В 2-х кн.
М.: Машиностроение,1982. Кн.1-283 с.,ил. Кн2-268 с.ил.
2. Технология машиностроения (специальная часть): Учебник для
машиностроительных специальностей ВУЗов/ А.А. Гусев, Е.Р.
Ковальчук, И.М. Колесов и др. – М.: Машиностроение, 1986. – 480 с.: ил.
3. Обработка металлов резанием. Справочник технолога/ А.А.Панов,
В.В.Аникин, Н.Г.Бойм и др.; Под общ.ред. А.А.Панова.-
М.: Машиностроение, 1988.-736 с., ил.
6. Сборник задач и упражнений по технологии машиностроения: Учебное пособие
для машиностроительных ВУЗов по спец. «Технология машиностроения»
/В.И. Аверченков и др. М.: Машиностроение, 1988 г.- 192 с. ил.
7. Каталог верстатів.
8. Солонин И.С. Математична статистика в технології машинобудування.
М., «Машинобудування», 1972 г.- 216 с. Илл.
Д О Д А Т О К
Таблиці параметрів до статистичних розрахунків