

Методичні вказівки до практичної роботи.
СТАТИСТИЧНІ МЕТОДИ РЕГУЛЮВАННЯ ТЕХНОЛОГІЧНИХ ПРОЦЕСІВ
Основною задачею статистичного методу регулювання технологічних процесів є спостереження за їхньою стійкістю з метою попередження можливих порушень і усунення причин цих порушень шляхом відповідного регулювання процесу. Однак у результаті попередження порушення стійкості процесу відбувається одночасно і попередження появи браку.
Статистичні методи регулювання технологічних процесів мають багато різновидів. Розглянемо два з них. Перший різновид називається методом середніх
і розмахів, а другий - методом медіан і крайніх значень. В обох методах для спостережень за технологічним процесом використовуються крапкові діаграми.
3. 1. Метод середніх і розмахів.
У
цьому методі спостереження за ходом
технологічного процесу здійснюється
за допомогою середніх арифметичних і
розмахів
малих вибірок,
що
відбираються з поточної продукції
верстата. Сутність методу полягає
в наступному.
Попередньо кресляться
дві діаграми. Одна з діаграм служить
для спостережень за середніми значеннями
вибірок,
а інша для спостережень за розмахами
R вибірок.
По осі ординат діаграми наноситься
шкала вимірювального інструмента
в межах допуску на розмір деталі, який
контролюється, а по осі абсцис вказується
час узяття вибірок
чи
номера
вибірок,
якщо вони беруться через однакові
проміжки часу. Потім на діаграмі для
середніх наносяться дві горизонтальні
лінії
![]() і
і
![]() (мал.1 ),
що
відповідають верхньої і нижньої
граничним відхиленням
розміру деталі по крес-ленню
від його номінального значення. Інтервал
між цими лініями, які назива-
(мал.1 ),
що
відповідають верхньої і нижньої
граничним відхиленням
розміру деталі по крес-ленню
від його номінального значення. Інтервал
між цими лініями, які назива-
ються лініями верхньої і нижньої технічної межі, буде дорівнює Т, тобто допуску
на
контрольований розмір. Далі на цю же
діаграму наносяться ще дві рівнобіжні
лінії, що називаються лініями
верхніх і
нижніх
контрольних меж
![]() і
і
![]() .
.
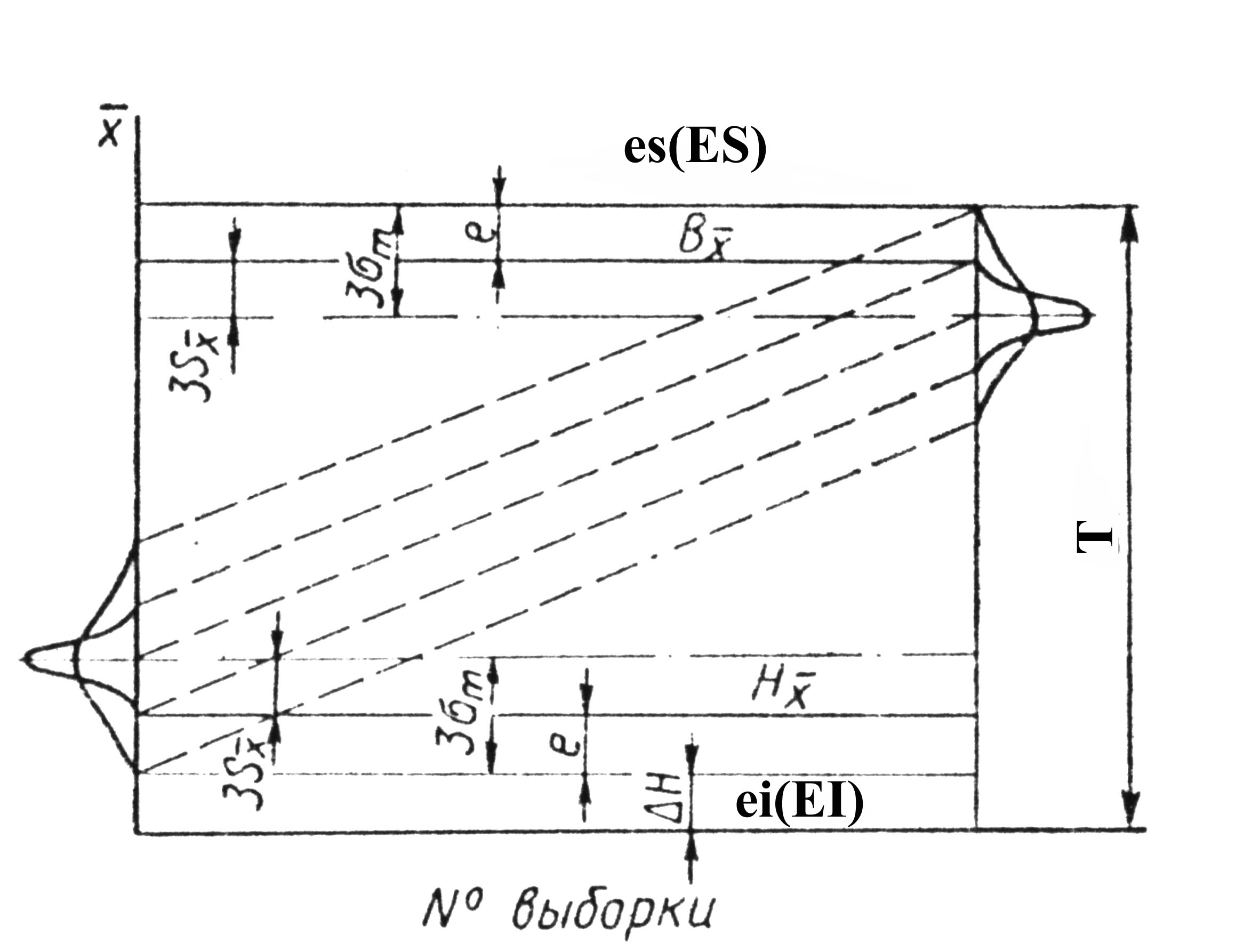
Ординати цих ліній на діаграмі обчислюються по формулах ( 18, 19 ). Інтервали між контрольними лініями визначають границі припустимих випадкових коливань значень середніх вибірок. На діаграмі розмахів також наноситься одна горизонтальна лінія - лінія верхньої контрольної межі для розмахів BR. Ця лінія визначає границю припустимих випадкових значень розмахів малих вибірків.

Мал.
1. Схема контрольної карти для статистичного
регулювання
процесів за методом середніх і розмахів.
П
Мал.
2. Графік розрахунку ординат
![]() та
та
![]() для процесів, стійких тільки по
розсіюванню
для процесів, стійких тільки по
розсіюванню
![]() чи
чи
![]() допуску на
контролюючий
розмір. Потім обчислюють середнє
арифметичне
допуску на
контролюючий
розмір. Потім обчислюють середнє
арифметичне
![]() і
розмах R вибірки,
що і наносять у виді
крапок
на діаграми.
і
розмах R вибірки,
що і наносять у виді
крапок
на діаграми.
Якщо при спостереженнях за процесом крапки на діаграмах середніх розмахів не виходять за межі контрольних ліній, то процес знаходиться в стійкому стані і, отже, маються всі підстави вважати деталі, виготовлені до моменту узяття вибірки, придатними. Якщо при узятті чергової вибірки значення якої-небудь її чи R характеристик вийде за межі контрольних ліній, то це буде попередженням про появу причин невипадкового характеру, що порушують необхідну стійкість процесу. Тому верстат повинний бути зупинений для відшукання й усунення причин завищєних похибок. Звичайно вихід за контрольні межі вибірки свідчить про неполадки в настроюванні інструмента на розмір, а вихід за контрольну межу R – про неполадки в самому верстаті або в установочно-затискному пристрою. Причиною цього може бути також збільшення твердості оброблюваного матеріалу чи збільшення величини припуску на обробку.
Після усунення неполадків верстат пускається у роботу, а всі деталі, виготовлені до цієї вибірки, піддаються стовідсотковому контролю.
При розрахунку ординат контрольних ліній для середніх і розмахів вибірок варто виходити з результатів, отриманих при статистичному аналізі даної операції технологічного процесу. При цьому необхідно підкреслити, що без попереднього статистичного аналізу процесу і без усунення виявлених недоліків процесу його підналагоджуванням, впровадження статистичного регулювання не має змісту. При нестійкому і, отже, не відлагодженому процесі статистичне регулювання зведеться до безперервних зупинок верстата і відшуканню причин його неполадків.
Якщо
в результаті статистичного аналізу
процесу було встановлено, що він є
стабільним
як по розсіюванню,
так і по положенню
центра
розсіювання, то при розрахунку ординат
контрольних ліній можна використовувати
середнє
квадратичне
відхилення
сумарного розподілу, тобто σ.
Якщо ж процес є
стабільним
тільки по розсіюванню
і нестабільним
по центру
розсіювання, але технологічно стійким
у часі, при розрахунках ординат
використовують середнє
квадратичне
відхилення
миттєвого розподілу, тобто σм.
Як
σ,
так і σм,
визначаються
за результатами статистичного аналізу
даного технологічного процесу. Ординати
контрольних ліній для спостережень за
![]() і R
вибірків
визначаються
за формулами (див.
мал.1
u 2 ):
і R
вибірків
визначаються
за формулами (див.
мал.1
u 2 ):
а) для зовнішньої обробки
![]() (18)
(18)
б) для внутрішньої обробки
![]() (19)
(19)
Значення е визначається по наступним формулах (див. мал. 2 ):
![]() (20)
(20)
де σм – середнє квадратичне відхилення миттєвого розподілу, обумовлене за результатами статистичного аналізу;
п – обсяг вибірки.
Значення
Δн
– погрішності настроювання – визначаються
або результатам статанализа,
або приймаються рівними 0,1Т. В основу
висновку
формул (18 – 20 ), покладене
припущення, що розподіл миттєвої
сукупності, з якого
беруться вибірки,
підкоряється
закону нормального розподілу з
параметрами
![]() і σ0.
Тому середні
арифметичні
вибірків
з цієї сукупності теж будуть підкорятися
закону нормального розподілу, параметри
якого
і σ0.
Тому середні
арифметичні
вибірків
з цієї сукупності теж будуть підкорятися
закону нормального розподілу, параметри
якого
![]() і
і
![]() будуть зв'язані з
параметрами генеральної сукупності
співвідношеннями:
будуть зв'язані з
параметрами генеральної сукупності
співвідношеннями:
![]() і
і
![]()
В основу визначення ординат контрольних ліній для діаграми розмахів покладене припущення, що параметри розподілу розмахів (R – середнє
арифметичне розмахів і σR – середнє квадратичне відхилення розмахів) зв'язані
з мірою розсіювання σм миттєвого розподілу співвідношеннями
R = dnσM і σR= Тпσм,,
де dn і Тп – коефіцієнти, що залежать від обсягу вибірки п. Значення dn і Тп наведені у таблиці 2.
Таблиця 2. Коефициенти dn і Тп
-
n
4
5
6
7
8
9
10
Tn
-
0.864
0.848
0.833
0.820
0.808
0.797
dn
2.059
2.326
2.534
2.704
2.847
2.970
3.037
Таким чином, граничні коливання випадкових значень розмахів будуть визначатися нерівністю
![]()
На підставі цієї нерівності ординати контрольних ліній для розмахів можна знайти по формулах
 (21)
(21)
Якщо
обсяг
вибірок
![]() ,
то HR
має
негативне значення. Але розмах не може
бути негативним,
тому завжди приймають HR=0.
,
то HR
має
негативне значення. Але розмах не може
бути негативним,
тому завжди приймають HR=0.