

Задача 1
Визначити точність τ свердлування отворів спиральним свердлом без кондукторної втулки по даним заміра фактичних розмірів детале;, прийняти τ: = 6σ.
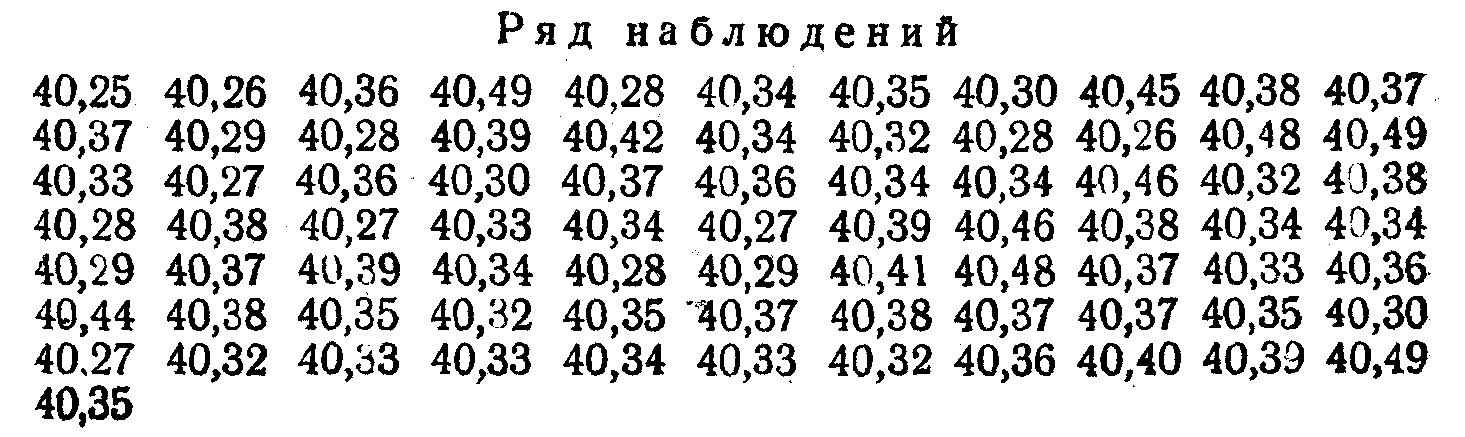
За даними ряду замірів знаходим середнє арифметичне за формулою:
![]()
![]()
Знаходимо середнє квадратичне відхилення ряду:
![]()
![]()
Точність оброки приймаємо 6σ, це буде: τ=6σ=6×0,058 =0,35мм.
Задача 2
За графиком розподілу фактичних діаметрів проточених шийок валиків
( фіг.1 ) визначити точність методу обробки за умовою: τ = 6σ .
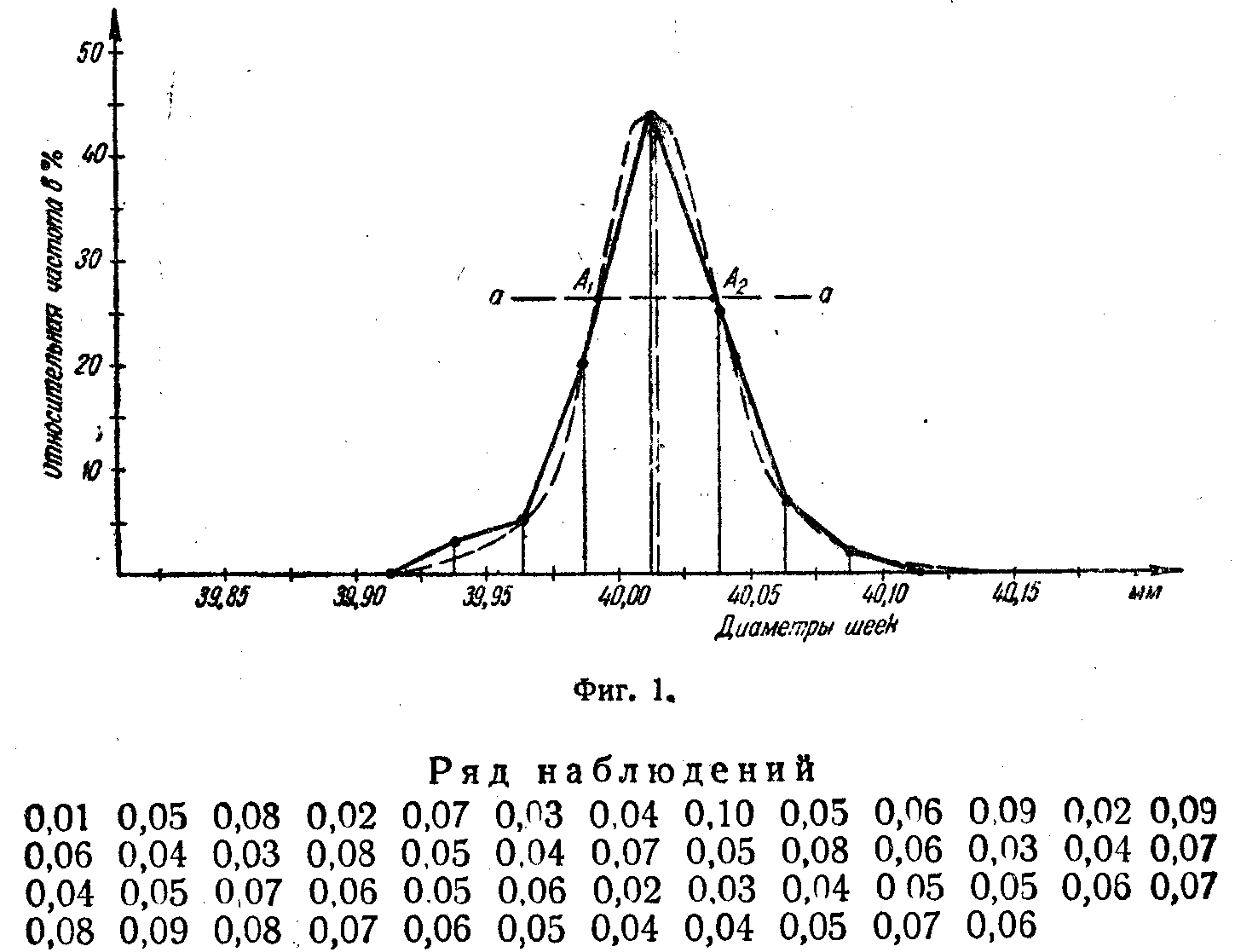
Для визначення точності обробки необхідно знайти величину середнього квадратичного відхилення. Знаючи властивості кривої нормального розподілу, проводимо для цієї мети наступні побудови. Проводимо лінію а — а на відстані 0,6 максимальної ординати наший кривій від горизонтальної вісі. Точки перетину А1 і А2 цієї лінії з кривою характеризують точки перегину теоретичної кривої, а відстань А1 — А2 дорівнює двом середнім квадратичним відхиленням. Користуючись масштабом горизонтальної вісі, знаходимо, що величина середнього квадратичного відхилення рівна 0,0225 мм.Точність обробки буде τ = 6σ = 6 ×0,0225 = 0,135 мм.
На фіг.1 пунктиром наведено схематичне построювання теоретичної кривої нормального розподілу.
Завдання
Допустима
похибка установлювання деталі е
при виконанні розміру А
(мал.2
) що визначена нерівністю
![]() дорівнює
е
= 0,08 мм.
дорівнює
е
= 0,08 мм.
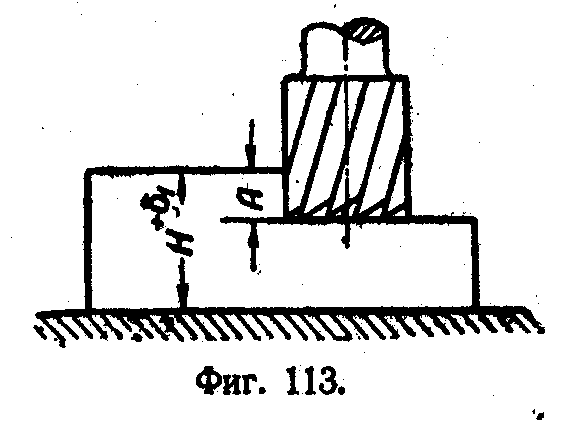
Мал.2. Схема встановлення деталі
Визначити вірогідну кількість придатних деталей, якщо допуск на розмір
Н,
відповідний
для даної схеми фактичної похибки
встановлення, дорівнює
![]() мм. Розподіл
заготовок за розміром Н
відповідає
нормальному закону.
мм. Розподіл
заготовок за розміром Н
відповідає
нормальному закону.
4. Література
1. Сборник задач и упражнений по технологии машиностроения: Учебное
пособие для машиностроительных ВУЗов по спец. «Технология
машиностроения» /В.И. Аверченков и др. М.: Машиностроение,
1988 г.- 192 с. ил.
2. Солонин И.С. Математична статистика в технології машинобудування.
М., «Машинобудування», 1972 г.- 216 с. Илл.
Практична робота № 9. Керування технологічними процесами
методами статистичного аналізу
1. Мета роботи: Навчитися керувати технологічними процесами методами
статистичного аналізу
2. Порядок виконування роботи :
2.1. Уважно розібрати методичні вказівки до практичної роботи та вивчити різновиди статистичних способів регулювання технологічних процесів: метод медіан і крайніх значень, метод середніх і розмахів
2.2. Уважно розібрати рішення задач 1 та 2 попередньої роботи
2.3.
Побудувати
дві діаграми для спостережень за
середніми значеннями
![]() і за розмахами R вибірки ( див. мал. 1
) для даних лабораторної роботи № 4
і за розмахами R вибірки ( див. мал. 1
) для даних лабораторної роботи № 4
2.4. Обчислити ординати контрольних ліній при використанні методу середніх і розмахів і нанести їх на діаграми
2.5.
Обчислити середнє арифметичне
![]() ,
розмах R малої вибірки і нанести у
виді крапок на діаграми (R=Xmax-Xmin,
де Хmax
і Хmin-
відповідно максимальний і мінімальний
розміри деталей у вибірці)
,
розмах R малої вибірки і нанести у
виді крапок на діаграми (R=Xmax-Xmin,
де Хmax
і Хmin-
відповідно максимальний і мінімальний
розміри деталей у вибірці)
2.6. Побудувати контрольну карту для статистичного регулювання технологічного процесу обробки розміру за методом медіан і крайніх значень (див. мал. 1 )
2.7. Обчислити ординати контрольних ліній при використанні методу медіан і середніх значень і нанести їх на контрольну карту
2.8.. Нанести на контрольну карту дійсні розміри деталей вибірки (чи дійсні відхилення розмірів від номіналів)
2.6. Оформити та захистити звіт.