

Та розробка оптимального маршруту обробки деталей типу „вал”
в умовах серійного виробництва
Креслення деталі типу „ вал шлицьовий” [ 3, с.411]
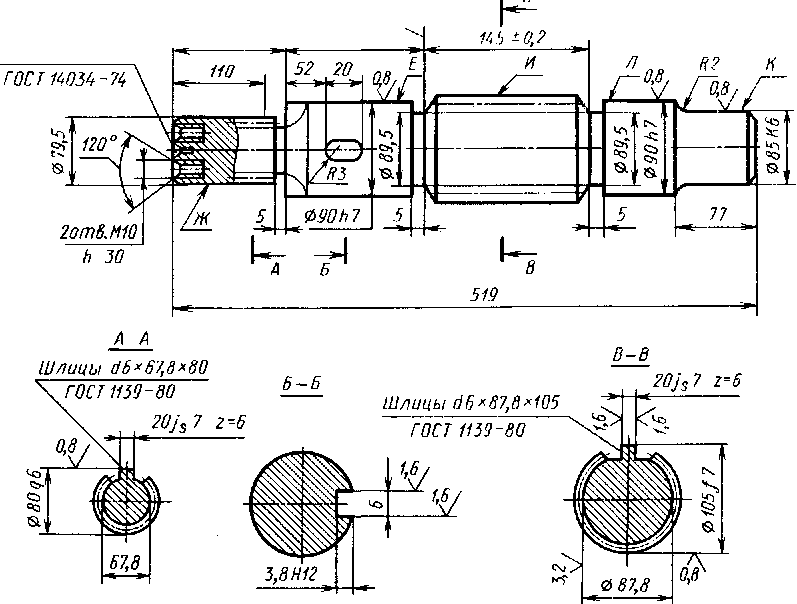
Розміри надані у мм. Вид заготовки—прокат.
Матеріал—сталь 45. HRСЭ 40-43. H 14, h 14,
Типовий маршрут обробки вала шлицьового [ 3, с.411]
№ опе- рації |
Найменування та зміст операції |
Верстат, обладнання |
Основне оснащення |
1 |
2 |
3 |
4 |
005 |
Заготовительная Отрезать заготовку |
Фрезерно-отрезной |
Призматические тиски |
010 |
Термическая обработка |
|
|
015 |
Фрезерно-центровальная автом. Фрезеровать торцы в размер 519 ± 0,2 и центровать с двух сторон одновременно |
Фрезерно-центро- вальный п/а 2Г942 |
Приспособле-ние при станке |
020 |
Токарная с ЧПУ Точить: шейки Ф80g6 до Ф85; Ф9ОH7 до Ф 95 и фаски |
Токарный 16К20ФЗ |
Вращ. центр, патр. поводк.
|
025 |
Токарная с ЧПУ Точить: шейки Ф85k6 до Ф90, Ф9ОH7 до Ф95 и фаски Точить: шейки Ф80g6 до Ф80; Ф105f7 до Ф105h4. фаски, Ф9ОА6 до Ф9О,5h4, проточить две канавки В= 5 |
Токарный 16К20ФЗ |
То же |
030 |
Токарная с ЧПУ Точить шейки Ф8Og6 до Ф8О.5h4; Ф9Оh6 до Ф9О,5h14, фаски, канавки В = 5 |
Токарный 16К20ФЗ |
» |
1 |
2 |
3 |
4 |
040 |
Радиально-сверлильная Обработать два резьбовых отверстия М10 на глубину 10. |
Радиально-сверлильный 2А 554 |
Присп. для сверления на торцах валов
|
045 |
Шлицефрезерная с ЧПУ Фрезеровать шесть шлицев в размер 20Js, до 87,8 |
Шлицефрез. гориз. С ЧПУ 5А352ПФ2 |
Центры, поводок |
050 |
Шлицефрезерная Фрезеровать шесть шлицев в размер 20Js до Ф67,8 |
То же |
То же |
055 |
Слесарная Снять заусенцы |
Стол слесарный |
|
060 |
Круглошлифовальная с ЧПУ Шлифовать шейки Ф80g6, Ф90h7, Ф105f7; торец Д |
Круглошл. с ЧПУ ЗМ153ДФ2 |
Центры, поводок |
065 |
Круглошлифовальная с ЧПУ Шлифовать шейки Ф85k6 и Ф9Оh7 |
То же |
Центры, поводок |
070 |
Моечная Промыть деталь |
Машина моечная |
|
075 |
Технический контроль |
Стол контр |
|
080 |
Консервация Нанести антикоррозионное покрытие |
|
|
035 |
Шпоночно-фрезерная Фрезеровать шпоночный паз 6 |
Шпон-фрез 6930 |
Самоцентриру-ющие тиски |
|
|
|
|
|
Практична робота №3. Аналіз базового ( традиційного ) варіанту
та розробка оптимального маршруту обробки деталей типу
„ фланець ” в умовах серійного виробництва –
Креслення деталі „ фланець” [ 3,с.417 ]
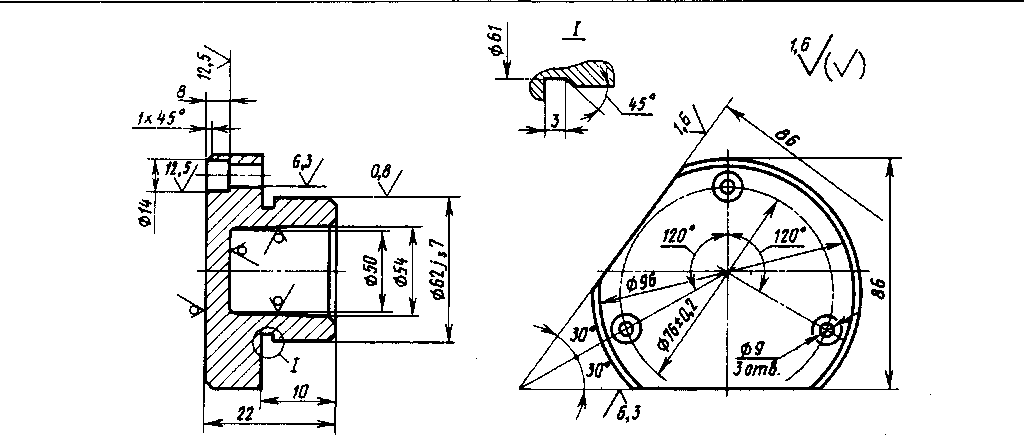
Розміри надані у мм. Вид заготовки— відливка
Матеріал— СЧ 20. H 14, h 14,
Типовий маршрут обробки фланця [ 3, с.417 ]
№ опе рації |
Найменування та зміст операції |
Верстат, обладнання |
Основне оснащення |
1 |
2 |
3 |
4 |
005 |
Литейная Отлить заготовку |
|
|
010 |
Подготовительная Обрубить и очистить отливку |
|
|
015 |
Малярная Окрасить необрабатываемые поверхности |
|
|
020 |
Токарная полуавтоматная Подрезать торец Ø 62Js7 / Ø 54 и Ø 96 / Ø 62Js7 окончательно, точить поверхность Ø 62Js 7 под шлифование, проточить канавку В = 3 и фаски |
Токарный патронный полуавтомат КТ141Ф3 |
Трехкулач=ковый пневматический патрон |
025 |
Токарная полуавтоматная Подрезать торец Ø 96 и точить поверхность Ф96 (технологически) |
Токарный патронный п/ а КТ141Ф3 |
То же |
030 |
Сверлильно-фрезерная многоцелевая Сверлить и зенковать четыре отверстия Ф9/Ф 14, фрезеровать две лыски в размер 86 |
Многоцелевой сверлильно-фрезерный 21105Н7Ф4 |
Наладка УСПО |
035 |
Слесарная Опилить заусенцы и острые кромки |
Стол слесарный |
|
|
|
|
|
1 |
2 |
3 |
4 |
040 |
Универсально-шлифовальная Шлифовать поверхность Ф 62JS7 с подшлифовкой торца Ф96/ Ф37 окончательно |
Универсально -шлифоваль-ный 3У131ВМ |
Трехкулач-ковый патрон |
045 |
Моечная Промыть деталь |
Моечная машина |
|
050 |
Технический контроль |
Стол контрольный |
|
055 |
Консервация Нанести антикоррозионное покрытия |
|
|
Практична робота №4. Аналіз базового ( традиційного ) варіанту
та розробка оптимального маршруту обробки деталей типу „ зубчасте
колесо ” в умовах серійного виробництва
Креслення деталі типу „ зубчасте колесо” [ 3, с. 422 ]
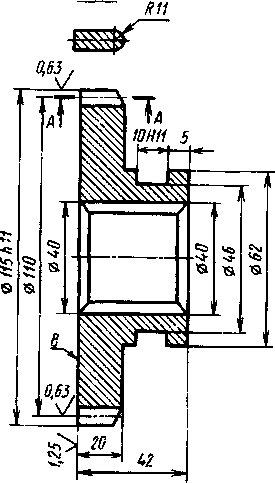
Розміри надані в мм. Вид заготовки— штамповка
Матеріал—сталь 25 ХГТ, HRСЭ 45-50. H 14, h 14,
Типовий маршрут обробки зубчастого колеса [ 3, с. 422 ]
№ опе- рації |
Найменування та зміст операції |
Верстат, обладнання |
Основне оснащення |
1 |
2 |
3 |
4 |
005 |
Заготовительная Отрезать заготовку из прутка 90 |
Абразивно-отрезной 8В262 |
Тиски |
010 |
Кузнечная Ковать заготовку |
|
|
015 |
Термическая обработка (отжиг) |
|
|
020
|
Токарная с ЧПУ Подрезать торцы Ø 115h11/ Ø 62 и Ø 62/ Ø 32H7 предварительно. Обточить наружную пов. Ø 62 предварительно. Обработать отверстие Ø 32H7 до Ø 30. Обточить и расточить фаски |
Токарный с ЧПУ КТ141Ф3 |
Трехкулачковый патрон |
025
1 |
Токарная с ЧПУ Подрезать торец Ø115h11l/Ø32H7 предварит.. Обточить наружную пов. 0115h11 предварительно. Обточить и расточить фаски, выточку Ø 42 2 |
То же
3 |
То же
4 |
030 |
Горизонтально-протяжная Протянуть восьмишлицевое отверстие Ø 32H7 хØ 38h11 х 6f7 под шлифование |
Горизонтально-протяжной 7В512 |
Жесткая опора, адаптер |
035 |
Токарная с ЧПУ Подрезать торец 115h11/ Ø 62 окончательно, торцы Ø 62/ Ø 32H7 и Ø115h11/Ø 32H7 под шлифование. Обточить наружную пов. Ø 62 окончательно и пов. Ø 115h11 под шлифование. Проточить канавку В = 10h11 под шлифование. Обточить фаски |
Токарный с ЧПУ КТ141Ф3 |
Специальная оправка |
040 |
Технический контроль |
Стол контр. |
|
045
|
Зубофрезерная Фрезеровать 44 зуба m 2,5 мм под шлифование по две детали |
Зубофрезерный 53А20В |
Оправка с центром |
050 |
Зубозакругляющая Закруглить 44 зуба окончательно m 2,5 мм |
Зубозакругл. п/а 5Е580 |
» |
055
1 |
Зубозачищающая Зачистить заусенцы на торцах зубьев 2 |
П/а для снятия фасок 5Б525 3 |
Трехкулачковый патрон 4 |
060 |
Калибровочная Калибровать шлицевое отв. |
Пресс ЛС6 НА
|
Подставка
|
065 |
Термическая Калить зубья |
Установка ТВЧ |
|
070 |
Круглошлифовальная Шлифовать наружную пов. Ø115h11 и торец Ø115h11/ Ø32 Н7 окончательно |
Круглошлифо- вальный 3Т161Д
|
Оправка грибковая |
075 |
Внутришлифовальная с ЧПУ Шлифовать отв. Ø32Н7 и торец Ø62/Ø32Н7 окончательно |
Внутришлифо-вальный с ЧПУ 3А227АФ2 |
|
080 |
Хонинговальная Хонинговать боковые стороны шлицев окончательно |
Специальный |
Патрон |
085 |
Зубошливовальная Шлифовать 44 зуба m=2,5 окончательно |
Зубошлифовальный 5В833 |
Оправка |
090 |
Моечная Промыть деталь |
Моечная машина |
|
095 |
Технический контроль
|
|
|
100 |
Клеймение |
|
|
105 |
Консервация Нанести антикоррозионное покрытия |
|
|
Практична робота №5.Аналіз базового ( традиційного варіанту та
розробка оптимального маршруту обробки деталей типу „важіль”
в умовах серійного виробництва
Креслення деталі типу „ важіль” [ 3, с. 436 ]
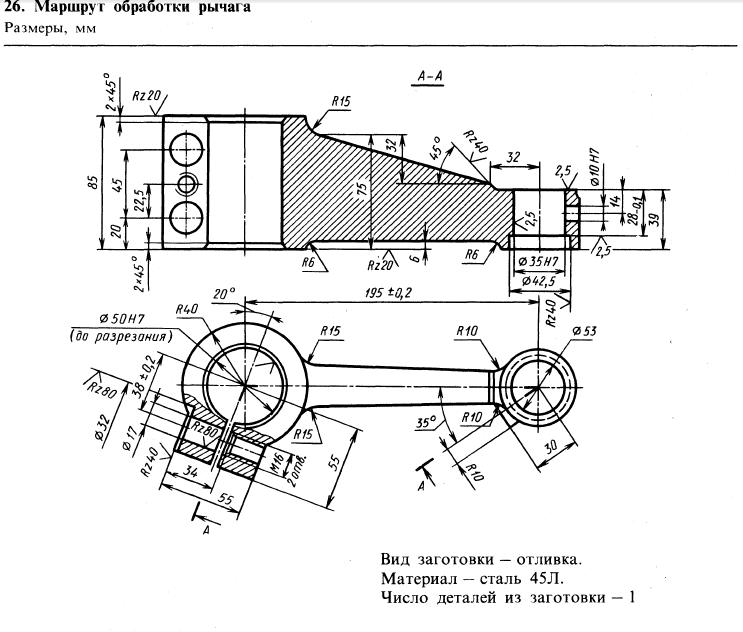
Розміри надані в мм. Вид заготовки—.
Матеріал—сталь 45.Л H 14, h 14,
Типовий маршрут обробки важілю [ 3, с. 436 ]
№ опе- рації |
Найменування та зміст операції |
Верстат, обладнання |
Основне оснащення |
1 |
2 |
3 |
4 |
005 |
Литье |
|
|
010 |
Обрубка и очистка отливки |
|
|
015 |
Вертикально-фрезерная Фрезеровать литники |
Вертикально-фрезерный консольный 6Т13 |
Тиски |
020 |
Маркировочная Навесить бирку с номером детали |
|
|
025 |
Вертикально-фрезерная Фрезеровать нижнюю плоскость с припуском под шлифование |
Вертикально-фрезерный консольный 6Т13 |
Приспособ-ление |
030 |
Плоскошлифовальная Шлифовать нижнюю плоскость окончательно |
Плоскошлифоваль-ный повышенной точности ЗП722ДВ |
Приспособ-ление |
035 |
Сверлильно-фрезерно-расточная с ЧПУ В первой позиции: фрезеровать
поверхности бобышек в размер 85 и 39
окончательно, расточить отверстия
|
Многоцелевой (сверлильно-фрезерно-расточной) вертикальный 2256ВМФ4 |
Наладка УСПО двухпози-ционная |
1 |
2 |
3 |
4 |
|
выточку 42,5 окончательно Во второй позиции: обработать два отверстия 32, 17, М16 и одно отверстие М12 окончательно, фрезеровать паз В = 3 окончательно |
|
|
040 |
Обработать отверстие 10H7 окончательно |
Радиально- свер-лильный 2К52-1 |
Кондуктор |
045 |
Зачистить заусенцы |
Машина для снятия заусенцев |
|
050 |
Моечная Промыть деталь |
Моечная машина |
|
055 |
Технический контроль |
|
|
Практична робота №6. Аналіз базового ( традиційного ) варіанту та
розробка оптимального маршруту обробки деталей типу „ кронштейн”
в умовах серійного виробництва
Креслення деталі типу „ кронштейн” [ 3, с. 437]
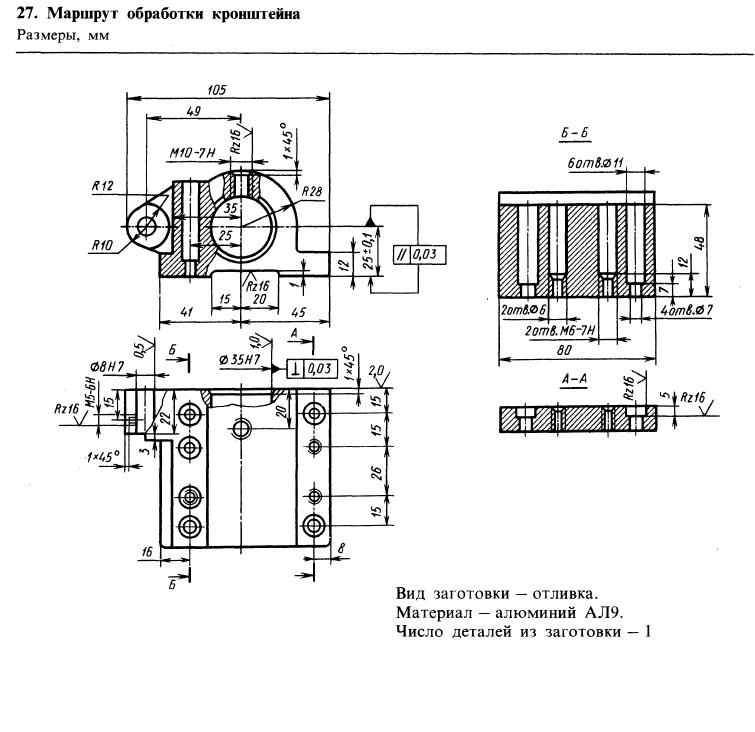
Розміри надані в мм. Вид заготовки— відливка
Матеріал—алюміній АЛ9. HRСЭ 40-43. H 14, h 14,
Типовий маршрут обробки кронштейну [ 3, с. 437]
№ опе- рації |
Найменування и зміст операції |
Верстат
|
Основне оснащення |
1 |
2 |
3 |
4 |
005 |
Литье |
|
|
010 |
Обрубка и очистка отливки |
|
|
015 |
Навесить бирку с номером детали |
|
|
020 |
Фрезеровать поверхность прилегания предварительно |
Вертикально-фрезерный 6Т13 |
Приспособле-ние |
025 |
Фрезеровать торец отверстия 35H7 предварительно, расточить отверстие 35H7 предварительно |
Многоцелевой с ЧПУ и инструмен-тальным магазином ИР320МФ4 |
Наладка УСПО двухместная |
030 |
Притупить острые кромки |
Машина для снятия заусенцев |
|
035 |
Термическая обработка |
|
|
040 |
Фрезеровать торец отверстия 35H7 окончательно, расточить и развернуть отверстие 35H7 окончательно, сверлить, расточить и развернуть отверстие 8H7 окончательно |
Многоцелевой с ЧПУ и инструмен-тальным магазином ИР320МФ4 |
Наладка УСПО |
1 |
2 |
3 |
4 |
045 |
В первой позиции: фрезеровать поверхность прилегания и паз B = 35 (15 + 20 ) окончательно, сверлить четыре отверстия 7, два отверстия 6, сверлить и нарезать резьбу в двух отверстиях М6 –7 H. Во второй позиции: зенковать четыре отверстия 7 до 11 окончательно, рассверлить два отверстия 6 до 11 окончательно, зацентровать, сверлить и нарезать резьбу M10-7H окончательно |
То же |
Наладка УСПО двухпозиционная |
050 |
Притупить острые кромки |
Машина для снятия заусенцев |
|
055 |
Технический контроль |
|
|
060 |
Консервация |
|
|
Практична робота №7. Аналіз базового ( традиційного ) варіанту
та розробка оптимального маршруту обробки деталей типу
„ корпус” в умовах серійного виробництва
Креслення деталі типу „ корпус” [ 3, с. 444 ]
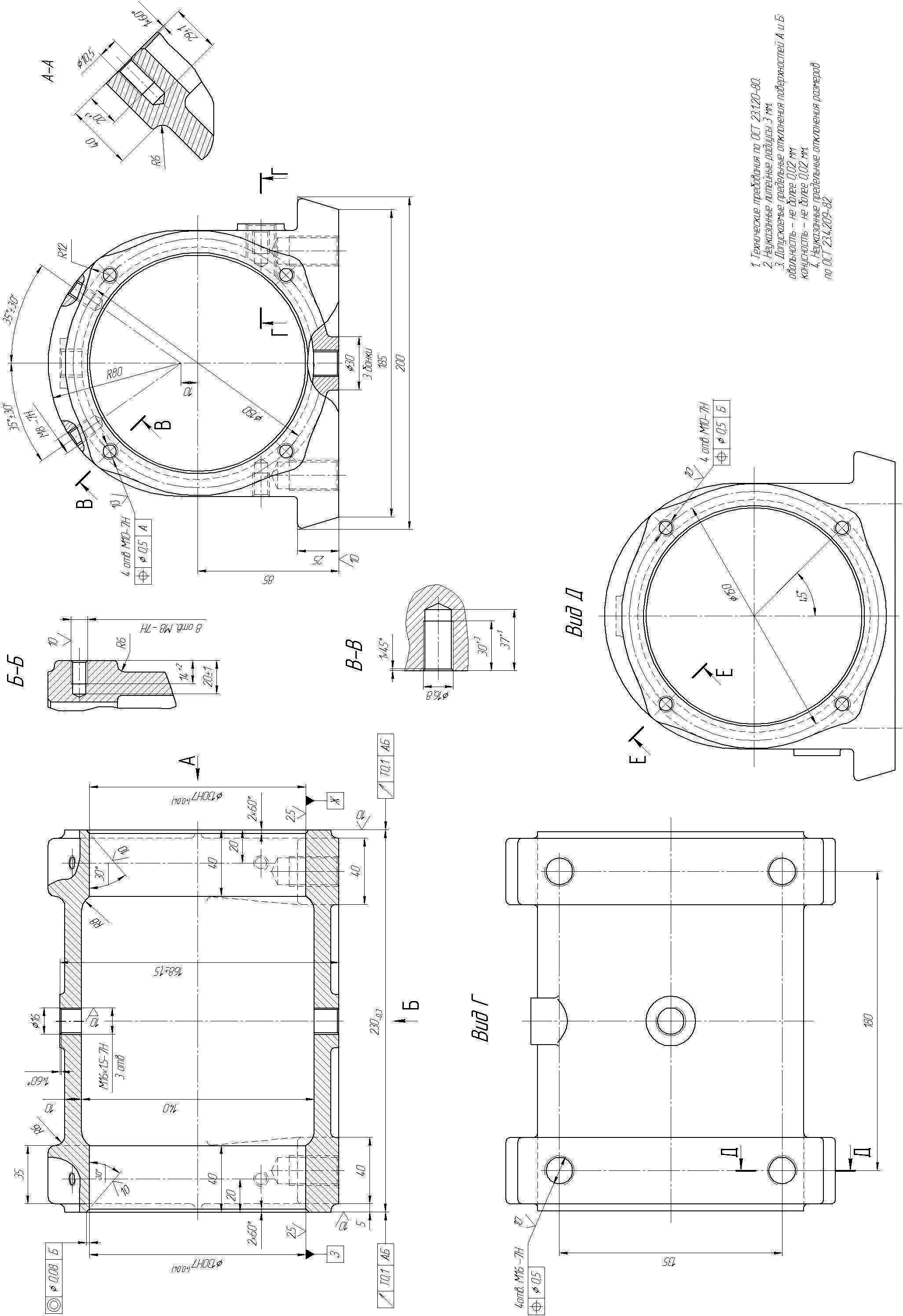
Розміри надані в мм. Вид заготовки— выдливка
Матеріал— СЧ20. HRСЭ H 14, h 14,
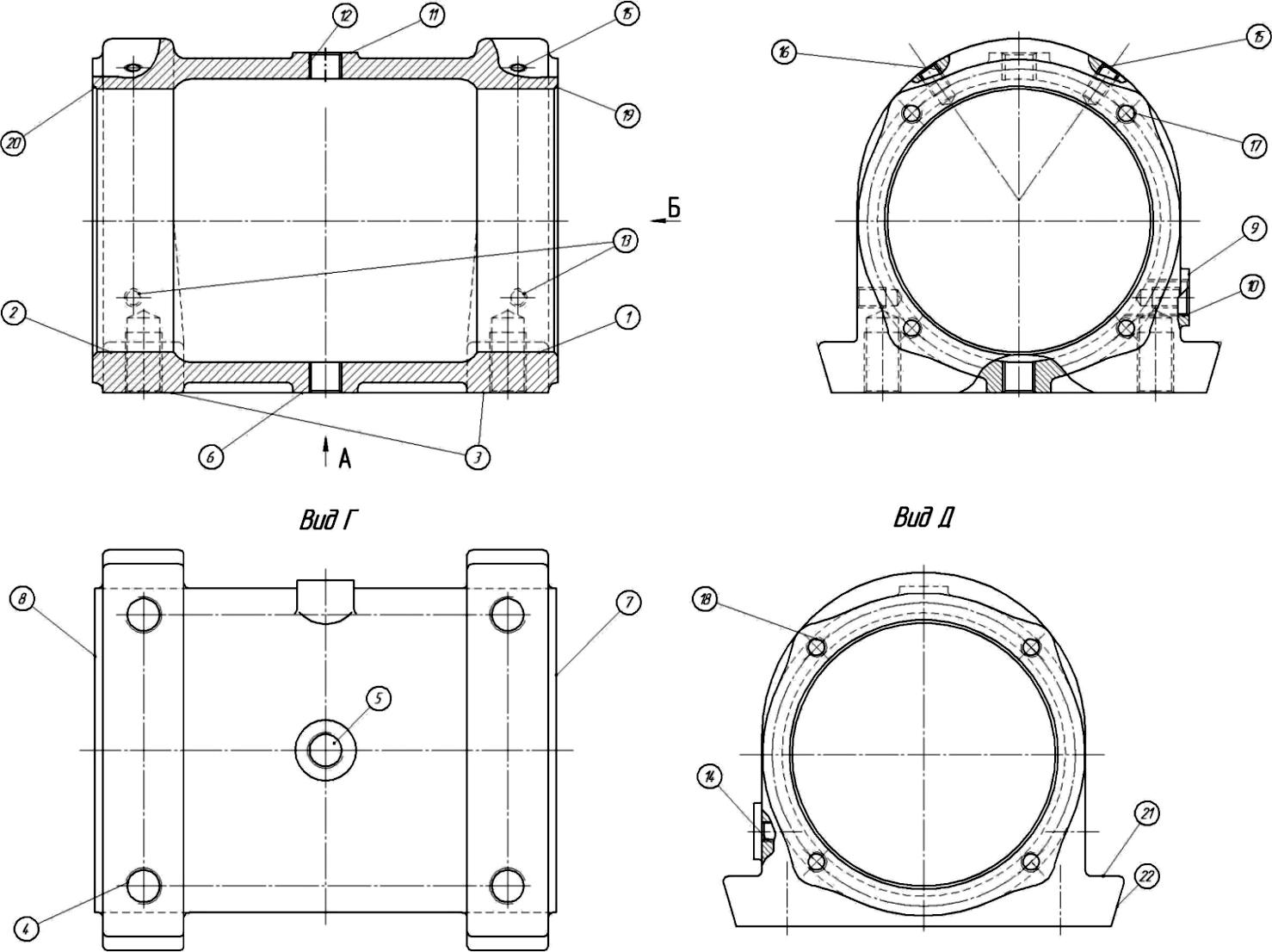
Ескіз корпусу із зазначенням поверхонь
Типовий маршрут обробки корпусу
-
№ опе-
рації
Найменування и зміст операції
Верстат
Основне
оснащення
1
2
3
4
005
Фрезерная с ЧПУ
1. Фрезеровать пов. 3, 6.
2. Центровать 4 отв. 4, 5.
3. Сверлить 4 отв. 4.
4. Развернуть 4 отв. 4.
5. Сверлить отв. 5.
6. Нарезать резьбу в
отв.5
Фрезерный с ЧПУ
FCR-50NC
УСП
010
Фрезерно-сверлильно-расточная
1. Фрезеровать
плоскость 7.
2. Фрезер. бобышку 9
3. Расточить отв. 1
ф129,7±0,1мм, точить фаску 194.
4. Расточить отв. 2
ф129,7±0,1мм, точить фаску 20
5. Фрезеровать плоскость 8
Фрезерно-сверлильно-расточной
2204 ВМФ-4
7380-6000
приспособле-ние фрезер-ное двухместное
1
2
3
4
6. Расточить отв.1 ф129,9+0,63
7. Расточить отв.2 ф129,9+0,63
8. Расточить отв.2 ф130+0,4
9. Расточить отв.1 ф130+0,4
10. Центровать 4 отв.17
11. Центровать 4 отв.18
12. Сверлить 4 отв.18
13. Сверлить 4 отв.17
14. Нарезать резьбу 4 отв.17
15. Нарезать резьбу 4 отв.18
015
1
Сверлильная с ЧПУ
1. Центровать 2 отв15
2. Сверлить 2 отв.15
3. Нарезать резьбу в 2 отв.15
4. Переустановить деталь
5. Повторить переход 1,2,3 один раз
2
Вертикально
сверлильный
с ЧПУ
2Р135Ф2
3
УСП
4
020
Сверлильная с ЧПУ
1. Центровать 2 отв. 14, 10.
2. Сверлить 2 отв. 14
3. Нарезать резьбу в 2 отв. 14
4. Сверлить отв. 10
5. Нарезать резьбу в отв. 10
6. Переустановить деталь
7. Центровать 2 отв. 13
8. Переход 2,3 повторить один раз
Вертикально
сверлильный
с ЧПУ
2Р135Ф2
УСП
025
Радиально-сверлильная
Нарезать резьбу
в 4 отв. 4
Радиально-сверлильный
2Н55
УСП
030
Радиально-сверлильная
1. Разметить отв. 12
2.Сверлить отв. 12
3. Подрезать торец 11
4.Зенковать фаску
5.Нарезать резьбу в отв.12
Радиально-сверлильный
2Н55
УСП
Практична робота №8. Прогнозування технологічних процесів
методами статистичного аналізу
1. Мета роботи: Навчитися проводити аналіз поточного технологічного
процесу методами статистичного аналізу