

2. Порядок виконування роботи:
2.1. Ознайомитись з методичними вказівками до практичної роботи.
2.2. Уважно розглянути креслення деталі, описати ії службові
функції, вказати виконавчі, базові, допоміжні та вільні поверхні.
2.3. Привести у відповідність до службових функцій деталі марку
матеріала, вимоги до якості поверхонь, класи та квалітети посадок,
допуски на прострові відхилення поверхонь.
2.4. Привести базовий ( типовий ) варіант маршруту обробки деталі.
2.5. Обгрунтувати переваги та недоліки базового варіанту.
2.6. Провести аналіз варіантів базування на операціях та вибрати
оптимальний.
2.7. Скласти варіант обробки деталі на верстатах ( у тому числі з
використанням верстатів з ЧПК ) з мінімізаціей кількості
переустановлень.
2.7. Зробити висновки, оформити та захистити звіт з роботи.
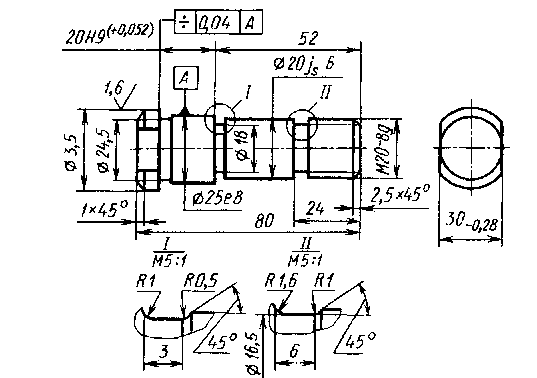 Креслення
деталі типу „вісь” [
3, с.409]
Креслення
деталі типу „вісь” [
3, с.409]
Розміри надані у мм.
Вид
заготовки—прокат.
Матеріал—сталь
45. HRСЭ
40-43.
h14,
![]()
Типовий маршрут обробки вісі [ 3, с.409]
№ опер. |
Найменування та зміст операції |
Верстат, обладнання |
Основне оснащення |
1 |
2 |
4 |
5 |
005 |
Заготовительная. Рубить пруток диаметром 36, выдерживая размер 3000 |
Пресс К9534 |
Тиски |
010
|
Правильная. Править пруток |
Пресс И5529 |
Призмы |
1 |
2 |
4 |
5 |
015
|
Заготовительная токарная Заправить концы прутка фасками под угол 20° |
Токарный ХС-151
|
Тиски |
020
|
Токарно-револьверная Подрезать и центровать торец Точить шейку под накатыва-ние резьбы. М20-8g Точить шейки диаметром 20Js под шлифование Точить шейку Ф 35, канавки Ь = 3 и канавку Ь = 6, фаски, отрезать деталь, выдерживая размер 81 |
Токарный автомат 2Б240-6К
|
Цанговый патрон |
025
|
Токарно-винторезная Подрезать второй торец, выдерживая размер 8,3 - 0,1, точить фаску и центровать второй торец |
Токарный 16Т20П
|
Патрон пневматический
|
030
|
Горизонтально-фрезерная Фрезеровать две лыски, выдерживая размер 30 — 0,28 окончательно |
Горизонтально-фрезерный 6Р80Ш |
Тиски с призматическими губками |
035 |
Слесарная Зачистить заусенцы |
Вибрационная ма-шина ВМПВ-100 |
|
040 |
Резьбонакатная Накатать резьбу М20-8g окончательно |
Резьбонакатной А9518 |
Нож |
045 |
Термическая Калить деталь согласно чертежу |
Установка ТВЧ |
|
1 |
2 |
3 |
4 |
050 |
Круглошлифовальная Шлифовать поверхность Ф20js6 окончательно |
Круглошлифо- вальный ЗУ 10В |
Центры, хомутик
|
055 |
Круглошлифовальная Шлифовать Ф 25е8 с подшлифовкой торца Ф35/25е8, выдерживая размер 20H9 ( + 0,052) окончательно |
Круглошлифо- вальный ЗУ 10В |
Центры, хомутик
|
060 |
Моечная Промыть деталь |
Моечная машина
|
|
065 |
Контрольная Контролировать размеры согласно требованиям на деталь. Выборочно – 10%. Навесить бирку с обозначением детали на тару |
Стол контрольный |
Контрольное приспособление для проверки биения, штангенциркуль 0-120- 0,01мм, микрометр 0-50 калибр резьбовой М20-8g |
070 |
Консервация Нанести антикоррозионное покрытие |
Стол |
|
Практична робота №2. Аналіз базового (традиційного) варіанту