7. Расчет диаметральных размеров.
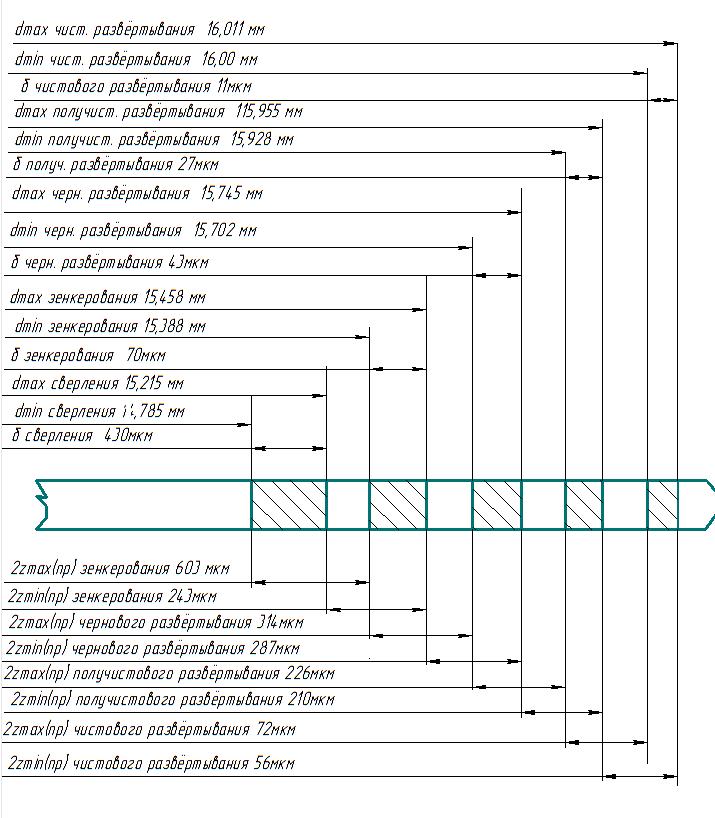
Технологические переходы обработки поверхности Ø16+0,11 |
Элементы припуска, мкм |
Расчетный припуск, мкм |
Расчетный размер, мм |
Допуск, мкм |
Предельные размеры, мм |
Предельные значения припуска, мм |
|||||
Rz |
T |
ρ |
ε |
2Zmin |
dp |
δ |
dmin |
dmax |
2Zmax |
2Zmin |
|
Заготовка |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Сверление |
40 |
60 |
59,19 |
200 |
- |
15 |
430 |
14,875 |
15,215 |
- |
- |
Зенкерование |
50 |
50 |
0,30 |
0 |
2*159,19 |
15,423 |
70 |
15,388 |
15,458 |
0,243 |
0,603 |
Черновое развёртывание |
10 |
25 |
73,78 |
50 |
2*150 |
15,723 |
43 |
15,702 |
15,745 |
0,314 |
0,287 |
Получистовое развёртывание |
5 |
10 |
0,37 |
0 |
2*108,78 |
15,941 |
27 |
15,928 |
15,955 |
0,226 |
0,210 |
Чистовое развёртывание |
(1,6) |
- |
0,15 |
20 |
2*35,00 |
16,011 |
11 |
16 |
16,011 |
0,078 |
0,061 |
Расчет пространственного отклонения (коробления)
![]() [1,Табл 4.7]
[1,Табл 4.7]
![]()
![]() -
удельный увод материала
[2,с186]
-
удельный увод материала
[2,с186]
![]()
![]()
Зенкерование:
![]()
Черновое развёртывание(после Т.О):
![]()
![]()
![]()
Получистовое развёртывание:
![]()
Чистовое развёртывание:
![]()
Определение расчетных припусков
![]() [1,таб4.2]
[1,таб4.2]
Зенкерование:
![]()
Черновое развёртывание:
![]()
Получистовое развёртывание:
![]()
Чистовое развёртывание:
![]()
Определение расчетных размеров
Чистовое развёртывание:
![]()
Получистовое развёртывание::![]()
Черновое развёртывание:
![]()
Зенкерование:
![]()
Сверление:
![]()
Определение придельных размеров
![]() ;
;
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определение придельных значений припуска
![]()
![]()
![]()
![]()
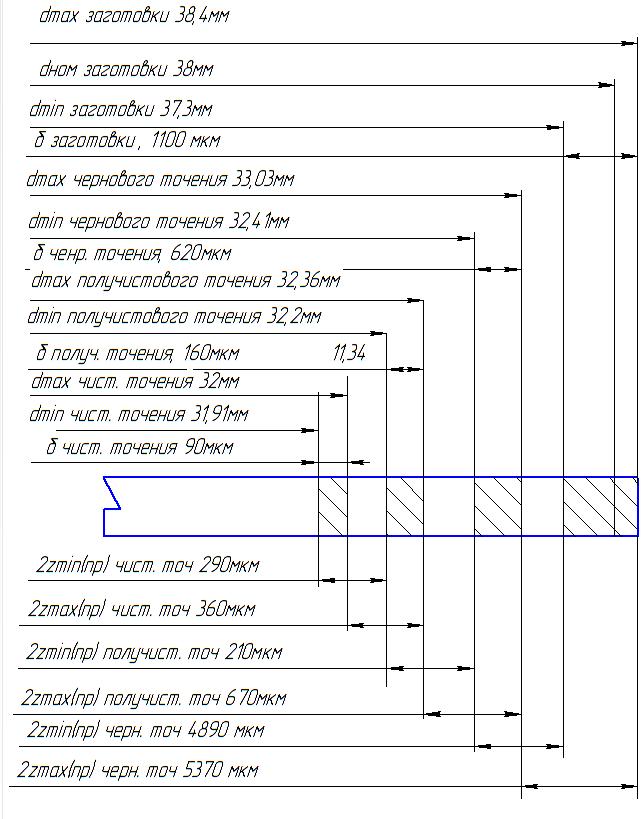
Построим схему графического расположения припусков и допусков на обработку поверхности Ø118H7:
Технологические переходы обработки поверхности Ø32-0,09 |
Элементы припуска, мкм |
Расчетный припуск, мкм |
Расчетный размер, мм |
Допуск, мкм |
Предельные размеры, мм |
Предельные значения припуска, мкм |
|||||
Rz |
T |
ρ |
ε |
2Zmin |
dp |
δ |
dmin |
dmax |
2Zmin |
2Zmax |
|
Заготовка |
150 |
250 |
57,72 |
- |
- |
38 |
1100 |
37,3 |
38,4 |
|
|
Черновое точение |
50 |
50 |
3,46 |
280 |
2•685,89 |
32,41 |
620 |
32,41 |
33,03 |
1380 |
5550 |
Получистовое точение |
25 |
30 |
2,89 |
- |
2•103,46 |
32,20 |
160 |
32,2 |
32,36 |
200 |
660 |
Чистовое точение |
(3,2) |
12 |
26,64 |
90 |
2•145,05 |
31,91 |
90 |
31,91 |
32,00 |
120 |
190 |
Расчет пространственного отклонения (коробления)
![]() [1, таб4.7]
[1, таб4.7]
![]() -
удельная кривизна заготовки
[1, таб4.8]
-
удельная кривизна заготовки
[1, таб4.8]
![]() - длинна заготовки
- длинна заготовки
черновое точение
![]()
получист. точение
![]()
Чистовое точение (после Т.О)![]() .
.
Определение расчетных припусков
![]()
Для чернового точения:
![]() [1,таб4.2]
[1,таб4.2]
Для получистового точения:
![]()
Для чистового точения
![]()
Определение расчетных размеров
![]()
![]()
![]()
![]()
![]()
Определение придельных размеров
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определение придельных значений припуска
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Построим схему графического расположения припусков и допусков на обработку поверхности Ø32-0,09: