

Выбор выпрямителей для разных способов сварки
При выборе сварочного выпрямителя для разных способов сварки определяют вольтамперную характеристику дуги и рассчитывают параметры режима сварки. Далее на основании технических условий эксплуатации сварочных выпрямителей и заданных элек- трических параметров сварки выбирают сварочный выпрямитель требуемой мощности и с необходимым режимом его работы (продолжительный, перемежающийся или повторно-кратковременный), устанавливают соответствие вольтамперной характеристики дуги с внешней характеристикой источника питания дуги.
Пример 1. Выбрать источник питания постоянного тока для ручной дуговой сварки на постоянном токе 270 А.
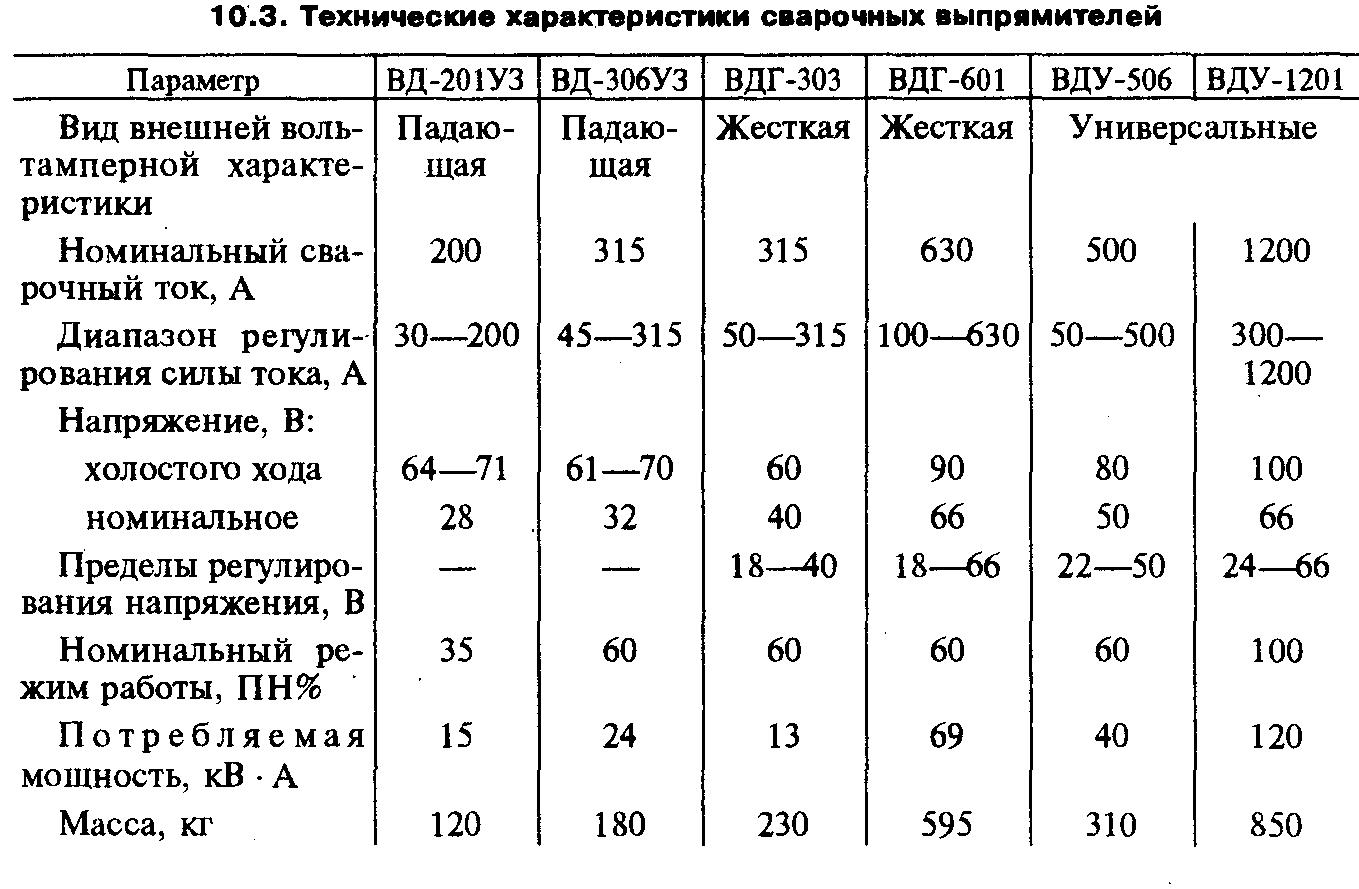
Р е ш е н и е. При ручной дуговой сварке покрытыми электродами на постоянном токе 270 А дуга имеет жесткую вольтамперную характеристику. Для обеспечения устойчивого процесса горения дуги в этом случае необходимо применение выпрямителя с падающей внешней характеристикой. Напряжение дуги при ручной сварке находится в пределах 20—36 В. Для выбора сварочного выпрямителя необходимо знать его технические характеристики (таб. 10.3). Наиболее удовлетворяет заданным параметрам выпрямитель ВД-306, который обеспечивает работу в течение З мин при паузе 2 мин.
Пример 2. Выбрать источник питания постоянного тока для механизированной
сварки в среде углекислого газа на ток 500 А.
Р е ш е н и е. Для механизированной сварки в среде углекислого газа применяют выпрямители с жесткой или возрастающей внешней характеристикой, поскольку в этик условиях вольтамперная характеристика дуги также является жесткой или возрастающей. Напряжение сварочной дуги в среде СО2 находится в пределах 22—34 В.
Для механизированной сварки в среде защитных газов выпускают выпрямители с жесткой вольтамперной характеристикой и универсальные - с жесткой и возрастающей вольтамперной характеристикой. Заданным условиям наиболее удовлетворяет выпрямител ВДГ- 601, имеющий жесткую внешнюю вольтамперную характеристику. В зависимости от конкретных условий на выходе выбранного выпрямителя устанавливается напряжение, обеспечивающее стабильное горение дуги. Сварку в среде СО2 рекомендуется выполнять на обратной полярности.
Сварочные коллекторные генераторы и преобразователи
Источниками постоянного тока для сварки наряду с выпрямителями являются сварочные генераторы, преобразующие механическую энергию в электрическую. Принцип действия электрического генератора основан на явлении электромагнитной индукции. Электромагнитной индукцией называют явление возникновения электродвижущей силы (э.д.с.) в проводнике при перемещении его в магнитном поле, пересекающем этот проводник. Значение возникающей э.д.с. зависит от скорости движения проводника, величины магнитного потока и длины проводника (число витков катушки).
Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллектором. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные силовые линии полюсов генератора, и в ее нитках возникает переменный ток, который с помощью коллектора преобразуется в постоянный. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к выходным зажимам. К этим зажимам присоединяют сварочные провода, идущие к электроду и изделию.
В сварочном генераторе э.д.с. наводится магнитными потоками, образующимися в самом генераторе: Ег = СФг, где С — постоянная генератора (зависит от конструкции), Фг — суммарный магнитный поток.
Все генераторы имеют намагничивающие обмотки возбуждения Wн питающиеся от независимого источника, либо от самого генератора. В первом случае генераторы — с независимым возбуждением, во втором — с самовозбуждением. Намагничивающие обмотки имеют большое число витков (200—500), их выполняют из тонкого провода (диаметром 1,5—2,5 мм) и располагают на отдельных башмаках корпуса генератора. Намагничивающий ток Iн в этих обмотках невелик (2—20 А) и регулируется сопротивлением R.
При протекании намагничивающего
тока в обмотке Wн в
генераторе наводится намагничивающий
магнитный поток Фн = Iт
![]() н
/ Rмн, где Rмн
— сопротивление магнитной цепи, Iн—
ток в намагничивающей обмотке,
н
- число витков в намагничиваю- щей
обмотке. При холостом ходе э.д.с. генератора
и напряжение Uо, определяют
по формуле
н
/ Rмн, где Rмн
— сопротивление магнитной цепи, Iн—
ток в намагничивающей обмотке,
н
- число витков в намагничиваю- щей
обмотке. При холостом ходе э.д.с. генератора
и напряжение Uо, определяют
по формуле
Ег = СФн = С Iн н / Rмн = Uо
где С — постоянная генератора.
Изменением тока намагничивания осуществляется плавное регулирование напряжения холостого хода, а следовательно, и режима работы генератора. Напряжение на зажимах генератора при нагрузке Uг = Ег – Iг Rг, где Iг ток в якорной цепи генератора, Rг — суммарное сопротивление в цепи генератора.
В генераторах имеется и последовательная
обмотка возбуждения с малым числом
витков (3—5). По этой обмотке, включенной
последовательно с дугой, протекает ток,
равный силе тока дуги. Магнитный поток,
наводимый намагничивающей силой
последовательной обмотки, возникает
только при нагрузке генератора (при
сварке). В зависимости от способа
включения последовательной обмотки
магнитный поток от нее направлен встречно
или согласно с намагничивающим потоком
Фн. При работе генератора его э.д.с. будет
зависеть от суммарного потока Фн
![]() Фп.
Фп.
Ег = С(Фн Фп)
где Фп — магнитный поток последовательной обмотки.
За счет этого можно получить падающие или возрастающие внешние характеристики генераторов. Последовательная обмотка секционирована. Включают либо все ее витки, либо половину. Этим можно ступенчато регулировать сварочные режимы на два диапазона. В пределах диапазонов режимы регулируют плавно путем изменения силы тока в намагничивающей обмотке возбуждения.
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей внешней характеристикой (генераторы ГСО в преобразователях типа ПСО-ЗОО, ПСО-500 и др.), с жесткой или пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ-500) и универсальные (преобразователи ПСУ-300, ПСУ-500).
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по схемам (рис. 10.15):
с независимым возбуждением и размагничивающей последовательной обмоткой;
с самовозбуждением и размагничивающей последовательной обмоткой.
В первом случае генератор имеет обмотку независимого возбуждения Wн, питаемую от отдельного источника питания постоянного тока, и последовательную размагничивающую обмотку включенную в сварочную цепь последовательно с обмоткой якоря. Сила тока в цепи независимого возбуждения регулируется реостатом R. Магнитный поток Фн создаваемый
обмоткой противоположен по своему направлению магнитному потоку Фр создаваемому обмоткой Wр. Результирующий поток представляется разностью потоков: Фрез = Фн — Фр.
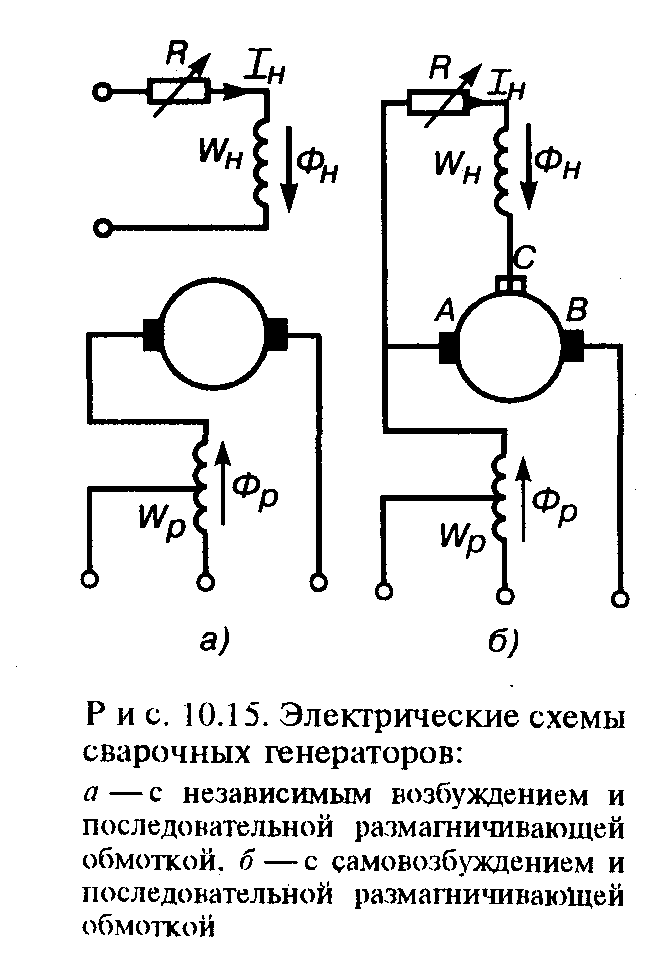

С увеличением силы тока в сварочной цепи будет увеличиваться поток Фр, а поток Фн остается неизменным. При этом Фрез, Ег и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику генератора (рис. 10.16). Сварочный ток в генераторах этой системы регулируется реостатом R и секционированием последовательной обмотки (см. рис. 10.15). По такой схеме работают генераторы ГСО-З00, ГСО-500. Генераторы по второй схеме отличаются от рассмотренных выше тем, что намагничивающая обмотка питается постоянным током от части обмотки якоря самого генератора. С этой целью на коллекторе между главными щетками А и В расположена дополнительная щетка С. При работе генератора напряжение между щетками А и С остается постоянным, что позволяет подключить к ним параллельно якорю намагничивающую обмотку возбуждения, создающую постоянный намагничивающий поток Фн. Падающая внешняя характеристика создается действием последовательной размагничивающей обмотки, магнитный поток которой Фр направлен против магнитного потока Фн. По такой схеме работают сварочные генераторы ГСО-33О-М, ГСО-3ОО-5 и др. Вращение якоря генератора может производиться с помощью электрического двигателя или двигателя внутреннего сгорания. Установку, состоящую из сварочного генератора и приводного трехфазного асинхронного электродвигателя, называют сварочным преобразователем, это, например, преобразователи ПСГ-500-1, Пд-502 и др.
Установку, состоящую из сварочного генератора и приводного двигателя внутреннего сгорания, называют сварочным агрегатом. Агрегаты используют в основном для ручной сварки и резки в монтажных и полевых условиях, где отсутствуют электрические сети. Если требуется сварочный ток больше, который дает источник питания, можно применять параллельное соединение двух источников (и более) (сварочных генераторов, трансформаторов, реже сварочных выпрямителей). При включении источников на параллельную работу необходимо соблюдать следующие условия:
напряжения холостого хода выбираемых источников питания должны быть одинаковыми;
внешние характеристики источников должны быть однотипными (крутопадающие, пологопадающие или жесткие);
сила сварочного тока источников питания дуги должна бытьотрегулирована на одно и то же значение;
для контроля напряжения холостого хода при настройке, а также для контроля за распределением силы тока при сварке необходимо установить вольтметры и амперметры, измеряющие напряжения и сварочный ток отдельных источников.
Рекомендуется соединять источники питания дуги одного типа или с одинаковыми номинальными данными. В общем случае при подключении все выходные зажимы соединяемых источников питания, имеющие одноименную полярность или одинаковую фазу, соединяют между собой, получая два общих зажима, от которых питается сварочная дуга.