

12.5. Шлифование плоских поверхностей
Шлифование плоских поверхностей применяется как для обдирочной, так и для черновой и чистовой обработки. Припуск для обдирочного шлифования принимается значительно меньший, чем для фрезерования или строгания. Обдирочное шлифование применяют при наличии твердой корки или большой твердости обрабатываемого материала, что затрудняет фрезерование или строгание.
Черновое и чистовое шлифование позволяет получить высокую точность и чистоту поверхности. Шлифование производится торцовой частью или периферией круга. При шлифовании торцом круга применяют круги чашечной или тарельчатой формы (табл.12.). Шлифование торцом круга более производительно, чем шлифование периферией, так как в процессе работы торцом круга большая площадь круга находится в соприкосновении с обрабатываемой поверхностью.
103
При шлифовании периферией достигается более высокая точность, чем при шлифовании торцом круга, поэтому шлифование периферией применяют для окончательной отделки точных деталей.
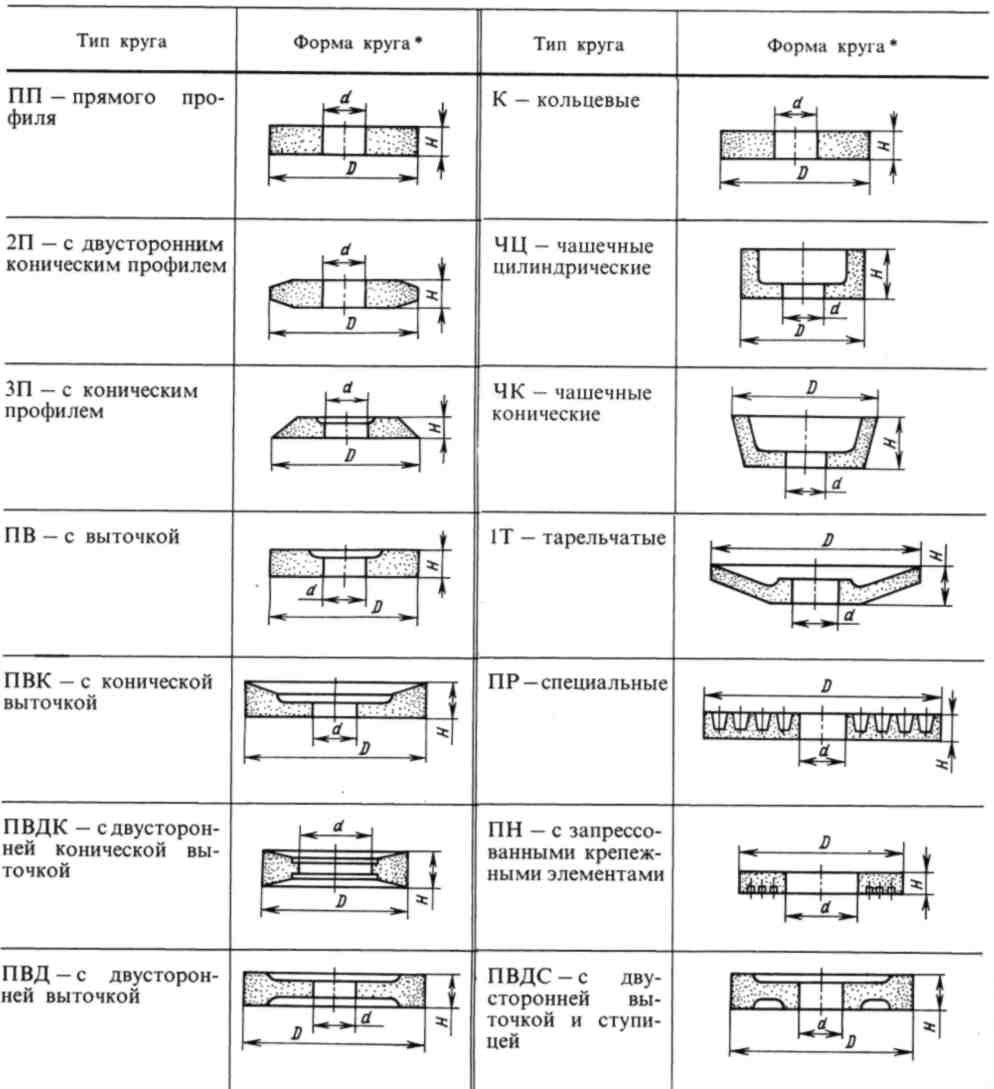
Таблица 12.
Шлифование плоских поверхностей осуществляют на плоскошлифовальных станках.
При шлифовании периферией круга на станках с горизонтальной осью шпинделя стол станка может совершать возвратно-поступательное и враща-
104
тельное движение (рисунок 12.20а и б). При возвратно-поступательном движении стола (рисунок 12.20а) шлифовальный круг совершает вращательное движение и движение поперечной подачи на каждый двойной ход стола, а также радиальную подачу для перемещения его на глубину шлифования.
При вращающемся движении стола (рисунок 12.20б) шлифовальный круг совершает вращательное движение и одновременно возвратно-поступательное движение параллельно шлифуемой поверхности.
Шлифование торцом круга осуществляют на плоскошлифовальных станках с вертикальной осью шпинделя. Стол станка в зависимости от типа станка (продольного или карусельного типа) совершает возвратно-поступательное или вращательное движение (рисунок 12.20в и г).
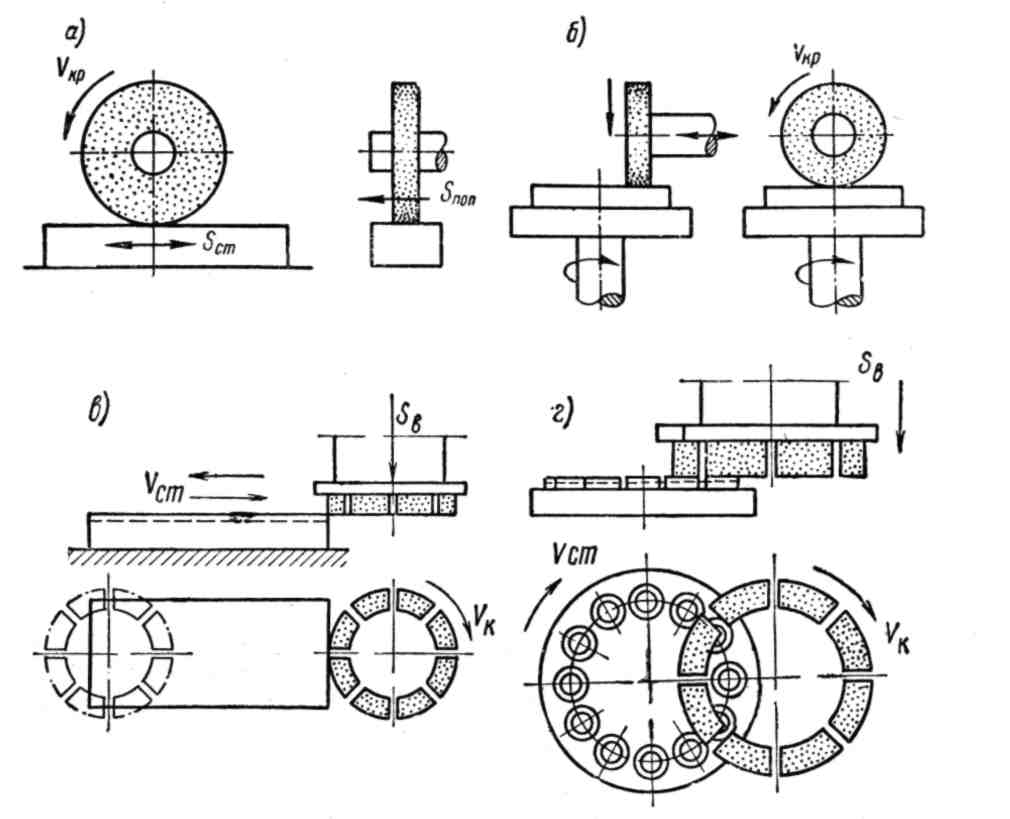
Рис.12.20. Основные схемы шлифования плоскостей
а – периферией круга при возвратно-поступательном движении стола станка; б – периферией круга на вращающемся столе; в – торцом круга при возвратно-поступательном движении стола; г – торцом круга на вращающемся столе
105
Лекция 13. Методы обработки резьбовых поверхностей
Рассматриваемые вопросы: Основные виды резьб и методы их получения. Нарезание резьбы резцами. Резьбовые гребенки. Резьбонарезные головки. Нарезание резьбы плашками и метчиками. Фрезерование резьбы. Шлифование резьбы. Накатывание резьбы.
13.1. Основные виды резьб и методы их получения
В машиностроении и аппаратостроении применяют цилиндрические резьбы – крепежные и ходовые, а также конические резьбы. Основной крепежной резьбой является метрическая резьба треугольного профиля с углом профиля 60°. Ходовые резьбы изготовляют с прямоугольным и трапецеидальным профилем. Резьбы могут быть однозаходные и многозаходные. Резьба может быть на внутренней поверхности детали (внутренняя) и на наружной поверхности детали (наружная).
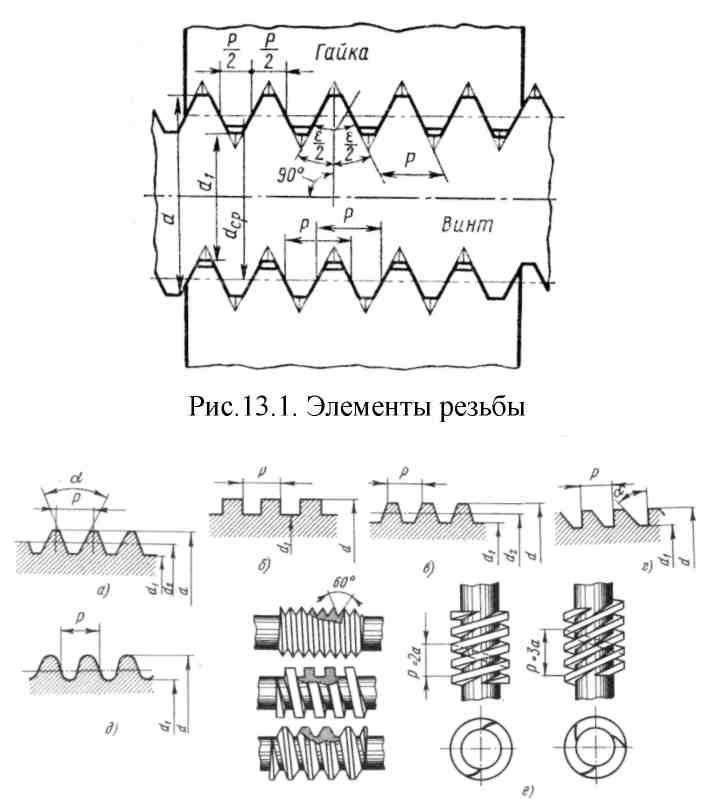
Рис.13.2. Виды резьб
а – треугольная; б – прямоугольная; в – трапецеидальная; г – упорная; д – круглая; е – двух и
трехзаходная
106
Наружную резьбу можно изготовить различными инструментами: резцами, гребенками, плашками, самораскрывающимися резьбонарезными головками, дисковыми и групповыми фрезами, шлифовальными кругами, накатным инструментом.
Для изготовления внутренней резьбы применяют резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики.
Тот или иной метод нарезания резьбы применяется в зависимости от профиля резьбы, материала изделия, объема производства и требуемой точности.
Нарезание резьбы резцами на токарно-винторезных станках применяют главным образом для точных и длинных резьб. При этом способе применяется простой инструмент – резец и достигается высокая точность. К недостаткам этого метода следует отнести низкую производительность и требующуюся высокую квалификацию рабочего.
На токарно-револьверных станках и автоматах резьба нарезается преимущественно плашками и резьбонарезными головками. При этом нарезание резьбы совмещают с обработкой на этом станке других поверхностей деталей.
Фрезерование резьбы целесообразно применять при достаточно больших партиях деталей, так как этот метод высокопроизводителен.
Шлифование резьбы применяется для точных резьб на закаленных поверхностях, применяющихся для резьбонарезного и измерительного инструмента.
Накатывание резьбы применяется в крупносерийном и массовом производствах ввиду высокой производительности и достаточно высокой точности.