


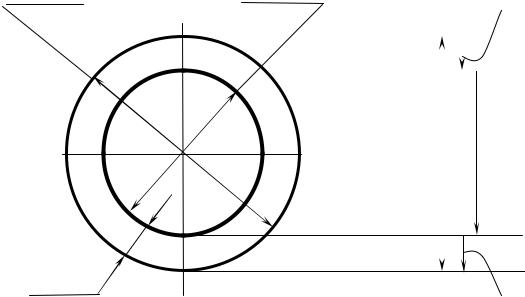
1.5.1. Особенности определения припуска при обработке цилиндрических поверхностей1. На рис. 1.26 показана связь между диаметром d1 обрабатываемой поверхности, диаметром d2
обработанной поверхности и припуском Z0 |
– минимально |
|||
необходимым припуском «на сторону». Здесь |
предполагается, что |
|||
необходимо |
получить диаметр d2 вала, |
и |
ставится |
задача |
нахождения |
диаметра d1 заготовки таким |
|
образом, |
чтобы |
был снят минимально необходимый и достаточный припуск (на диаметр 2Z0). Из рис. 1.26 следует, что при отсутствии смещения осей
(отсутствии биения цилиндрической поверхности d1 и
цилиндрической поверхности d2) уравнение исходного звена запишется как
2Z0 = d1 – d2 . |
(1.21) |
1 Общемашиностроительных и отраслевых методик расчета операционных припусков достаточно много. В данном учебном пособии рассматривается лишь одна из них.
58
d1 |
|
d2 |
Z0 |
||
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
d1 d2
Z0
Z0
Рис. 1.26. К методике определения размера заготовки вала
Для искомой величины диаметра заготовки d1 необходимо к известному диаметру d2 прибавить минимально необходимую величину припуска:
d1 = d2 + 2Z0 . |
(1.22) |
|
Если припуск на диаметр |
Z = 2Z0, то выражение (1.21) |
|
запишется в виде |
|
|
Z = d1 – d2 . |
(1.23) |
|
Колебание припуска составит |
|
|
ωZ = Td1 + Td2 . |
(1.24) |
|
Выражения (1.21) ÷ (1.24) |
справедливы, |
если цилиндрические |
поверхности |
с диаметрами d1 и d2 концентричны. На практике |
поверхности |
обрабатываются на различных операциях, при |
|
59 |
различных установках детали, различными методами. В этой связи практически всегда между цилиндрической поверхностью, полученной на данной операции, и цилиндрическими поверхностями, полученными на предыдущих операциях, всегда имеется эксцентриситет (можно сказать, что эти поверхности несоосны, или между ними есть биение).
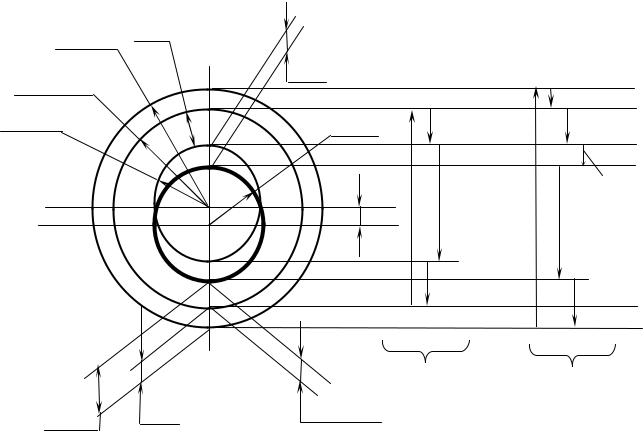
Этот случай рассмотрен на рис. 1.27.
d1′ |
Z0 |
|
ε |
|
|
d1 |
|
|
|
ε |
|
|
|
|
|
||
d2 |
|
|
d2 |
|
|
|
|
Z0 |
Z0 |
||
|
|
О |
ε |
|
ε |
|
|
|
d2 |
d1′ d2 |
|
|
О1 |
|
|
||
|
|
d1 |
|
|
|
|
|
|
|
Z0 |
Z0 |
Z0 |
ε |
|
Z0 – ε |
a |
б |
|
|
|
Рис. 1.27. К методике определения припуска при наличии несоосности цилиндрических поверхностей, полученных на предыдущей и данной операции: a – случай, когда биение отсутствует; б – наличие биения ε
60
Видно, что на рис. 1.27, a, когда поверхности d1 и d2
концентричны (ось вращения О), размерная цепь идентична той,
которая изображена на рис. 1.26. Если по сравнению с предыдущей операцией на последующей операции ось вращения переместится из точки О в точку О1 на величину ε, размерная цепь будет другой
(рис. 1.27, б):
d1′ – 2Z0 − 2ε – d2 = 0 , |
(1.25) |
|||
где d1′- новый диаметр заготовки, |
определяемый с учетом биения. |
|||
Выразив относительно d1′, получим |
|
|||
d1′ = d2 + |
2Z0 + |
2ε , или |
(1.26) |
|
d1′ = d2 |
+ |
2(Z0 |
+ ε). |
(1.27) |
Из зависимостей (1.25) – |
(1.27) видно, что в случае несоосности |
|||
цилиндрических поверхностей на предыдущей и данной операциях припуск увеличивается на удвоенную величину биения.
Относительно исходного звена можно |
записать (при |
условии, что Z = 2Z0): |
|
Z = d1′ – 2ε – d2 . |
(1.28) |
Колебание припуска составит |
|
ω Z = Тd1′ + 2Тε + Тd2 . |
(1.29) |
Из вышеприведенных данных видно, что размерные цепи (1.25)
– (1.29) по сравнению с (1.22) – (1.24) сложнее для их выявления на
операционных эскизах, сложнее и при расчетах. |
|
Вместе с тем из рис. 1.27 следует, что |
|
Z min = 2 (Z0 + ε ), |
(1.30) |
61
где Z min – минимальная величина припуска на диаметр.
Следовательно, если в величине припуска учитывать биение, то на основании выражения (1.27) можно записать:
2 ( Z 0 + ε ) = d1′ – d2 |
(1.31) |
и решать простую размерную цепь типа (1.23) и (1.24).
Расчеты показывают, что независимо от того, войдет ли биение в колебание припуска (выражение (1.29)) или войдет в минимально необходимый припуск (выражение (1.30)), результаты будут полностью идентичны.
Все вышеприведенные рассуждения и зависимости применительно к обработке детали типа вал идентичны и для обработки отверстий.
Точность расположения оси цилиндрической поверхности указывается симметричным допуском для каждой операции. Если, например, на предыдущей операции обработки цилиндрической поверхности допуск на расположение оси равен ∆1 = ± 0,2 мм, а на последующей операции обработки этой же поверхности ось располагается с точностью ∆2 = ± 0,1 мм, то, согласно рис. 1.28,
максимально возможная несоосность (биение, эксцентриситет) равна полусумме допусков на предшествующей и данной операциях (принимается худший из всех возможных вариантов).
62