

7.4.3. Поверка средств измерений
Поверка средства измерений — это установление органом ГМС (другими уполномоченными на то организациями) пригодности СИ к применению на основании экспериментально определяемых МХ и подтверждение их соответствия установленным обязательным требованиям.
По действующему законодательству СИ, подлежащие государственному метрологическому контролю и надзору, должны подвергаться поверке при выпуске из производства или после ремонта, при ввозе по импорту и в процессе эксплуатации. Перечни групп СИ, подлежащих поверке, федеральное агентство по техническому регулированию и метрологии в соответствии с МИ 2273—93, а требования к организации и проведению поверки СИ устанавливают правила ПР 50.2.006—94. Поверка производится в соответствии с нормативными документами, утверждаемыми по результатам испытаний.
Результатом поверки является:
подтверждение пригодности СИ к применению. В этом случае на него и (или) техническую документацию наносится оттиск поверительного клейма и (или) выдается Свидетельство о поверке. Поверительное клеймо — знак установленной формы, наносимый на СИ, признанные в результате их поверки годными к применению. Правила использования клейм описаны в ПР 50.2.007—94. В случае признания СИ непригодным к использованию оттиск поверительного клейма и (или) Свидетельство о поверке аннулируются и выписывается Свидетельство о непригодности.
Форма клейма и Свидетельства о поверке, порядок нанесения поверительного клейма устанавливает федеральное агентство по техническому регулированию и метрологии.
Средства измерения подвергаются первичной, периодической, внеочередной, инспекционной и экспертной поверкам.
Первичная поверка проводится при выпуске СИ из производства или после ремонта, а также при ввозе СИ из-за границы партиями. Такой поверке подвергается, как правило, каждый экземпляр СИ.
Периодическая поверка выполняется через установленные интервалы времени (межповерочные интервалы). Ей подвергаются СИ, находящиеся в эксплуатации или на хранении. Конкретные перечни СИ, подлежащих поверке, составляют их владельцы — юридические и физические лица. Органы ГМС в процессе надзора за соблюдением метрологических норм и правил проверяют правильность составления этих перечней.
Периодическую поверку должен проходить каждый экземпляр СИ. Исключения могут составлять СИ, находящиеся на длительном хранении. Результаты такой поверки действительны в течение межповерочного интервала. Первый интервал устанавливается при утверждении типа СИ, последующие определяются на основе различных критериев, обзор которых дан в разд. 4.4.
Внеочередная поверка СИ проводится до наступления срока его периодической поверки в случаях:
повреждения знака поверительного клейма или утрате Свидетельства о поверке;
ввода в эксплуатацию СИ после длительного хранения (более одного межповерочного интервала);
проведения повторной настройки, известном или предполагаемом ударном воздействии на СИ или при неудовлетворительной его работе;
отправки потребителю СИ, не реализованных по истечении срока, равного половине межповерочного интервала;
применения СИ в качестве комплектующих по истечении срока, равного половине межповерочного интервала.
Инспекционная поверка проводится органами МС при осуществлении государственного надзора или ведомственного контроля за состоянием и применением СИ. Ее допускается проводить не в полном объеме, предусмотренном методикой поверки. Результаты инспекционной поверки отражаются в акте.
Экспертная поверка проводится при возникновении спорных вопросов по МХ, исправности СИ и пригодности их к использованию. Ее проводят органы ГМС по письменному требованию заинтересованных лиц.
Порядок представления СИ на поверку устанавливает. Поверка проводится в соответствии с методиками, требования к которым изложены в МИ 187—86 и МИ 188—86. Экспертная поверка включает следующее:
установление периодичности работ (определение межповерочных интервалов) в соответствии с ИСО 10012, МИ 2187—92, МИ 1872-88;
разработку и документирование методик проведения работ в соответствии с инструкцией РД 50—660—88;
ведение соответствующих протоколов, отражающих результаты проведенных работ;
организацию хранения и использования документации по поверке СИ.
Основной МХ, определяемой при поверке, является погрешность. Она находится на основании сравнения показаний поверяемого СИ и более точного рабочего эталона:
сличением (методами противопоставления или замещения) с более точной мерой посредством компарирующего прибора. Общим для этих методов поверки СИ является выработка сигнала о наличии разности размеров сравниваемых величин. Если этот сигнал путём подбора образцовой меры будет сведен к нулю, то реализуется нулевой метод измерения;
измерением эталонным СИ величины, воспроизводимой мерой. В этом случае поверка часто называется градуировкой. Градуировка — нанесение на шкалу отметок, соответствующих показаниям рабочего эталона, или определение по его показаниям уточненных значений величины, соответствующих нанесенным отметкам на шкале поверяемого СИ;
способом калибровки, когда с более точной мерой сличается лишь одна мера из набора или одна из отметок шкалы многозначной меры, а действительные размеры других мер определяются путем их взаимного сравнения в различных сочетаниях на приборах сравнения и при дальнейшей обработке результатов измерений.
Поверка измерительных приборов проводится:
• методом непосредственного сравнения измеряемых величин и величин, воспроизводимых рабочими эталонами соответствующего разряда или класса точности. Значения величин на выходе мер выбираются равными соответствующим (чаще всего оцифрованным) отметкам шкалы прибора. Наибольшая разность между результатом измерения и соответствующим ему размером эталонов является в этом случае основной погрешностью прибора;
• методом непосредственного сличения показаний поверяемого и эталонного приборов при одновременном измерении одной и той же величины. Разность их показаний равна абсолютной погрешности поверяемого СИ.
Существуют и другие методы поверки, которые используются реже.
Важным при поверке является выбор оптимального соотношения между допускаемыми погрешностями эталонного и поверяемого СИ. Обычно это соотношение принимается равным 1:3 (исходя из критерия ничтожно малой погрешности), когда при поверке вводят поправки на показания образцовых СИ. Если поправки не вводят, то эталонные СИ выбираются из соотношения 1:5. Соотношение допускаемых погрешностей поверяемых и эталонных СИ устанавливается с учетом принятого метода поверки, характера погрешностей, допускаемых значений ошибок первого и второго рода и иногда может значительно отличаться от указанных ранее цифр.
По решению федеральное агентство по техническому регулированию и метрологии право поверки СИ может быть предоставлено аккредитованным МС юридических лиц, деятельность которых осуществляется в соответствии с действующим законодательством и нормативными документами по обеспечению единства измерений. Порядок аккредитации определяется правилами ПР 50.2.014—94, разработанными с учетом руководств ИСО/МЭК.
Аккредитация МС предусматривает следующие этапы:
экспертиза документов, представленных МС;
аттестация МС комиссией из представителей ГНМЦ и ГМС;
принятие решения об аккредитации по результатам экспертизы;
оформление, регистрация и выдача федеральном агентством по техническому регулированию и метрологии аттестата аккредитации на срок до пяти лет. Аккредитуемая МС должна иметь:
положение, разработанное в соответствии с ПР 50—732—93;
квалифицированный и опытный персонал, аттестованный в установленном порядке в качестве поверителей в соответствии с ПР 50.2.012- 94;
помещения и окружающую среду, удовлетворяющие требованиям нормативных документов;
поверенные эталоны и иное вспомогательное оборудование, необходимое для проведения поверки, определенной областью аккредитации;
документированные методики и процедуры поверки, обработки и использования измерительной информации, а также актуализации нормативных документов;
систему менеджмента качества проведения поверочных работ;
документированные правила приемки, хранения и возврата СИ, поступающих на поверку;
систему регистрации, использования и хранения результатов поверки.
Детальные требования по перечисленным выше этапам описаны в МИ 2284-94.
Аккредитованная МС имеет право:
проводить поверку СИ в рамках, определенных аттестатом аккредитации, выдавать Свидетельство о поверке, ставить клеймо на поверенные СИ или гасить поверительные клейма;
разрабатывать предложения по корректировке межповерочных интервалов;
участвовать в разработке и корректировке нормативной документации, регламентирующей вопросы аккредитации МС.
Федеральное агентство по техническому регулированию и метрологии осуществляет периодический инспекционный контроль за деятельностью аккредитованной МС.
Поверка СИ осуществляется физическим лицом, аттестованным в качестве доверителя органом ГМС в соответствии с ПР 50.2.012—94. Поверитель (физическое лицо) — сотрудник органа ГМС или юридического лица, аккредитованного на право поверки, непосредственно производящее поверку СИ и прошедшее аттестацию в установленном порядке.
Проводятся два вида аттестации: первичная и периодическая (не реже одного раза в пять лет), к которым допускаются лица, имеющие специальную подготовку и практический стаж работы в поверочных подразделениях. Аттестация проводится специально создаваемой комиссией из числа высококвалифицированных специалистов-метрологов,
7.4.4. Калибровка средств измерений
В сферах деятельности, где государственный метрологический надзор и контроль не являются обязательными, для обеспечения метрологической исправности СИ применяется калибровка. Калибровка (калибровочные работы) — совокупность операций, выполняемых с целью определения и подтверждения действительных значений метрологических характеристик и (или) пригодности к применению средства измерений, не подлежащего государственному метрологическому контролю и надзору.
Для проведения калибровочных работ создана Российская система калибровки (РСК) — совокупность субъектов деятельности и калибровочных работ, направленных на обеспечение единства измерений в сферах, не подлежащих государственному метрологическому контролю и надзору и действующих на основе установленных требований к организации и проведению калибровочных работ. Деятельность РСК регулируется правилами ПР 50.2.016—94 и ПР 50.2.017-95.
Основные направления деятельности РСК:
регистрация органов, осуществляющих аккредитацию МС юридических лиц на право проведения калибровочных работ;
аккредитация МС юридических лиц на право проведения калибровочных работ:
калибровка СИ;
установление основных принципов и правил РСК, организационное, методическое и информационное обеспечение его деятельности;
инспекционный контроль за соблюдением аккредитованных МС требований к проведению калибровочных работ.
Российская система калибровки имеет свой знак, наносимый на калиброванное СИ. Его форма и размеры приведены в правилах ПР 50.2.017-95.
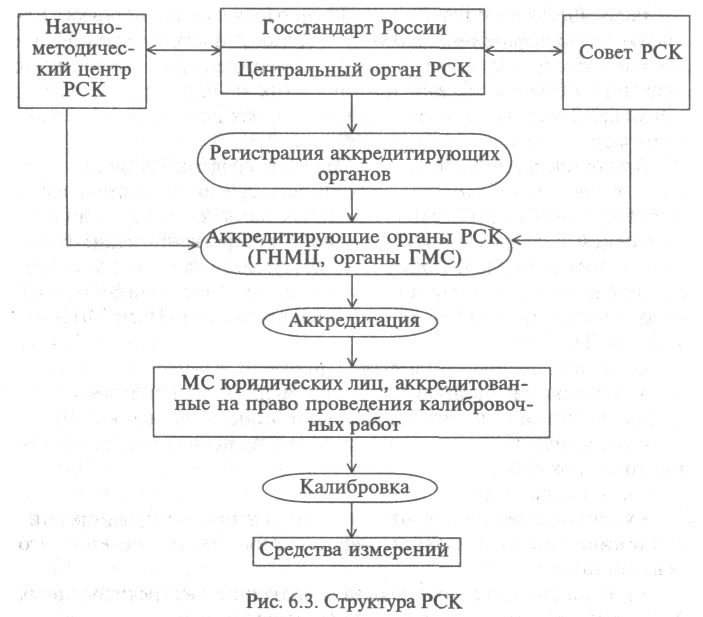
Организационная структура РСК приведена на рис. 6.3. Центральный орган и научно-методический центр РСК назначает Федеральное агентство по техническому регулированию и метрологии. Центральный орган РСК выполняет следующие функции:
устанавливает основные принципы и правила РСК;
принимает решения о регистрации аккредитирующих органов в соответствии с правилами ПР РСК 001—95;
осуществляет контроль за их деятельностью;
рассматривает апелляции по результатам аккредитации;
взаимодействует с калибровочными службами других стран и международными калибровочными союзами.
Основные задачи научно-методического центра:
• разработка нормативных документов, регламентирующих калибровочную деятельность в стране;
ведение реестра РСК;
подготовка и представление на утверждение в центральный орган РСК материалов по регистрации аккредитирующих органов, участие в их проверках;
организация и координация разработки, экспертизы и аттестации методик калибровки СИ;
создание и ведение базы данных по нормативным документам и калибровочной деятельности в Российской Федерации;
осуществление консультативной деятельности по вопросам РСК;
проведение мероприятий по повышению квалификации кадров в области калибровочных работ.
Из числа руководителей МС государственных органов управления, аккредитирующих органов, представителей ГМС и ГНМЦ центральный орган формирует совет РСК, который:
• разрабатывает предложения по основным принципам работы РСК;
рассматривает проекты законодательных и нормативных актов в области калибровки и готовит предложения по их изменению;
определяет основные направления проведения исследований в области калибровки;
рассматривает экономические и финансовые аспекты в работе РСК.
Главными задачами аккредитирующего органа РСК являются:
проведение аккредитации МС в соответствии с правилами ПР 50.2.018-95;
осуществление инспекционного контроля, требования к которому приведены в правилах ПР РСК 003—98.
Основой РСК являются аккредитованные МС юридических лиц. Их главной функцией является калибровка СИ в области аккредитации и в соответствии с действующими нормативными документами. Требования к подразделениям, проводящим калибровочные работы, изложены в рекомендациях Р РСК 001—95.
Организация, выполняющая калибровочные работы, должна иметь:
поверенные и идентифицированные средства калибровки — эталоны, установки и другие СИ, применяемые при калибровке в соответствии с установленными правилами. Они призваны обеспечить передачу размера единиц от государственных эталонов калибруемым СИ;
актуализированные документы, регламентирующие организацию и проведение калибровочных работ. К ним относятся документ на область аккредитации, документация на средства измерений и калибровки, нормативные документы ГСИ на калибровку, процедуры калибровки и использования ее данных;
профессионально подготовленный и квалифицированный персонал;
помещения, удовлетворяющие нормативным требованиям.
Результаты калибровки удостоверяются калибровочным знаком, наносимым на СИ, или Свидетельством о калибровке, а также записью в эксплуатационные документы.
Требования к калибровочным лабораториям приведены в ГОСТ Р ИСО/МЭК 17025-2000.
7.4.5. Метрологическая аттестация средств измерений и испытательного оборудования
Метрологическая аттестация — это признание средства измерений (испытаний) узаконенным для применения (с указанием его метрологического назначения и МХ) на основании тщательных исследований метрологических свойств этого средства, проводится в соответствии с ГОСТ 8.326—89.
Метрологической аттестации могут подвергаться СИ, не подлежащие государственным испытаниям или утверждению типа органами ГМС, опытные образцы СИ, измерительные приборы, выпускаемые или ввозимые из-за границы в единичных экземплярах или мелкими партиями, измерительные системы и их каналы.
Основными задачами аттестации СИ являются:
определение МХ и установление их соответствия требованиям нормативной документации;
установление перечня МХ, подлежащих контролю при поверке;
опробование методики поверки.
Метрологическая аттестация проводится органами государственной или ведомственной МС по специально разработанной и утвержденной программе. Результаты оформляются в виде протокола определенной формы. При положительных результатах выдается Свидетельство о метрологической аттестации установленной формы, где указывают его установленные МХ.
Как известно (разд. 5.1), между измерением и испытанием имеется различие, состоящее в том, что погрешность испытания складывается из погрешности измерения и погрешности воспроизведения режимов испытания. Измерение можно считать частным случаем испытания, при котором условия последнего не представляют интереса.
В соответствии с этим существует различие в аттестации СИ и испытательного оборудования, основные положения и порядок проведения которого приведены в ГОСТ Р8.568—97.
Основная цель аттестации испытательного оборудования — подтверждение возможности воспроизведения условий испытаний в пределах допустимых отклонений и установление пригодности использования данного оборудования в соответствии с его назначением.
Аттестация, как и поверка, бывает первичной, периодической и повторной.
Первичная аттестация заключается в экспертизе эксплуатационной и проектной документации, экспериментальном определении технических характеристик испытательного оборудования и подтверждении пригодности его К использованию. Технические и метрологические характеристики, подлежащие определению, выбирают из числа нормированных и установленных в документации характеристик. Они должны определять возможность оборудования воспроизводить условия испытаний в течение установленного времени.
В процессе первичной аттестации устанавливают:
возможность воспроизведения внешних воздействующих факторов и (или) режимов функционирования объекта испытания, установленных в документах на методики испытаний конкретных видов продукции;
отклонения параметров условий испытаний от нормированных значений;
обеспечение безопасности персонала и отсутствие вредного воздействия на окружающую среду;
перечень характеристик оборудования, которые должны проверяться при периодической аттестации, а также методы, средства и периодичность ее применения.
Периодическую аттестацию проводят в процессе эксплуатации испытательного оборудования в объеме, необходимом для подтверждения соответствия его характеристик требованиям нормативных документов на методики испытаний и эксплуатационных документов. Результаты аттестации оформляются протоколом. При положительных результатах на оборудование выдается аттестат определенной формы и делается запись в эксплуатационные документы.
7.5. Методики выполнения измерений
Методика выполнения измерений (МВИ) представляет собой установленную совокупность операций и правил, выполнение которых обеспечивает получение результатов измерений с гарантированной точностью в соответствии с принятым методом. Следовательно, МВИ, отвечающие современным требованиям, играют решающую роль в МО измерений.
Общие требования к разработке, оформлению, аттестации, стандартизации МВИ и метрологическому надзору за ними регламентируют ГОСТ Р 8.563—96 и МИ 2377—98. Данные нормативные документы касаются подавляющего большинства проводимых измерений. Исключения составляют МВИ, при использовании которых погрешности измерений определяются в процессе или после их применения. Такого рода измерения весьма немногочисленны и осуществляются главным образом в научных исследованиях, а также при проведении экспериментов. Порядок разработки, применения и требования к таким МВИ определяют использующие их организации.
Разработку МВИ выполняют на основе исходных данных, включающих:
назначение, где указывают область применения, наименование измеряемой величины и ее характеристики, а также характеристики объекта измерений, если они могут влиять на погрешность измерений;
требования к погрешности измерений (в соответствии с рекомендацией МИ 1317—86);
условия измерений, заданные в виде номинальных значений и/или границ диапазонов возможных значений влияющих величин;
вид индикации и формы представления результатов измерений;
требования к автоматизации измерительных процедур;
требования к обеспечению безопасности выполняемых работ;
• другие требования к МВИ, если в них есть необходимость. Разработка МВИ, как правило, включает следующие этапы:
написание, согласование и утверждение технического задания на разработку МВИ;
формирование исходных данных для разработки;
выбор (или разработка) метода и средств измерений, осуществляемый на основе нормативных документов (например, МИ 1967—89).
Выбор СИ — сложная, многовариантная задача, решение которой целесообразно проводить на основе того или иного технико-экономического критерия. В этом случае получаемое решение соответствует оптимальному выполнению таких требований к измерению, как минимальные затраты, обеспечение необходимой точности и достоверности; установление последовательности и содержания операции при подготовке и выполнении измерений, обработке промежуточных результатов и вычисление окончательных результатов измерений; установление приписанных характеристик погрешностей измерений — характеристик погрешности любого результата совокупности измерений, полученного при соблюдении требований и правил данной методики.
Способы выражения приписанных характеристик должны соответствовать заданным в исходных данных; подготовку нормативов и процедур контроля точности получаемых результатов измерений; составление документа или раздела составного документа на МВИ (требования к их содержанию приведены ниже); метрологическая экспертиза проекта документов на МВИ — анализ и оценка выбора методов и средств измерений, операций и правил проведения измерений и обработки их результатов с целью установления соответствия МВИ предъявляемым метрологическим требованиям; аттестация МВИ, представляющая собой процедуру установления и подтверждения соответствия МВИ предъявляемым к ней метрологическим требованиям.
Обязательной аттестации подлежат МВИ, используемые в сфере распространения государственного контроля и надзора, а также для контроля состояния сложных технических систем в соответствии с ГОСТ Р 22.2.04—94. Вне сферы контроля и надзора МВИ аттестуют в порядке, установленном в данной организации. Аттестацию проводят ГНМЦ, органы ГМС и МС предприятий и организаций, применяющих МВИ.
Аттестацию осуществляют путем метрологической экспертизы документации, теоретических иди экспериментальных исследований МВИ. Аттестованные МВИ подлежат метрологическому надзору и контролю; стандартизация МВИ, выполняется в соответствии с положениями государственной системы технического регулирования и стандартизации, а также ГОСТ Р 8.563—96.
В документах (или разделах составного документа) на МВИ указывают:
назначение МВИ;
условия измерений;
требования к погрешности измерений и (или) ее приписанные характеристики;
методы измерений:
требования к СИ, вспомогательным устройствам, материалам. Допускается указывать типы СИ, их характеристики и обозначения документов, где приведены требования к СИ;
операции по подготовке к выполнению измерений;
операции при выполнении измерений;
операции обработки и вычисления результатов измерений;
нормативы, процедуру и периодичность контроля погрешности результатов выполняемых измерений;
требования к оформлению результатов измерений;
требования к квалификации операторов;
требования к обеспечению безопасности выполняемых работ;
требования к обеспечению экологической безопасности.
Из определения МВИ следует, что она представляет собой технологический процесс измерений. В связи с этим не следует смешивать МВИ и документ на МВИ. Не все методики описаны соответствующим документом. Для измерений, проводимых с помощью простых показывающих приборов, не требуются документированные МВИ. В этих случаях достаточно в нормативной документации указать тип и основные МХ средств измерений.
Необходимость документирования МВИ устанавливает разработчик документации при возможной существенной методической или субъективной составляющей погрешности измерений.
7.6. Метрологическая экспертиза
Метрологическая экспертиза (МЭ) — анализ и оценивание экспертами-метрологами правильности применения требований, правил и норм, в первую очередь связанных с единством и точностью измерений. Она проводится с целью обеспечения эффективности использования контрольно-измерительного оборудования (КИО) на всех стадиях жизненного цикла продукции и услуг. Различают экспертизу документации (например, технических заданий, конструкторских и технологических документов, документов систем обеспечения качества) и экспертизу различных объектов (например, сложных СИ, технологического оборудования).
Проведение МЭ должно осуществляться в соответствии с МИ 1314-86, МИ 2267-2000 и МИ 2177-91. В ходе Проведения МЭ решаются следующие задачи:
определяется оптимальная номенклатура измеряемых и контролируемых параметров продукции и процессов, диапазон их измерения и требования к точности;
устанавливается соответствие показателей точности измерения требованиям эффективности и достоверности контроля и испытаний, а также требованиям обеспечения оптимальных режимов технологических процессов;
проводится оценка контролепригодности продукции;
устанавливаются полнота и правильность требований к КИО и МВИ;
проводится выбор методов и средств измерений, способных обеспечить необходимое качество измерений (испытаний или контроля). При этом следует руководствоваться МИ 1967—89;
разрабатываются и аттестуются методики выполнения измерений (испытаний и контроля);
выявляется возможность преимущественного применения унифицированных и стандартизованных средств измерений и аттестованных МВИ;
проводится оценка обеспечения применяемыми СИ требуемых производительности и себестоимости контрольных операций при заданной точности;
устанавливается правильность наименований и обозначений физических единиц и их единиц в соответствии с ГОСТ 8.417—81.
Метрологическую экспертизу проводят подразделения МС организаций, а также другие подразделения, разрабатывающие документацию под методическим руководством и контролем. Номенклатура продукции, документация на которую подлежит метрологической экспертизе, устанавливается организацией.
Результаты МЭ документации излагаются в экспертном заключении.