

Аппараты для предварительной тепловой обработки
Цель работы: Изучить основные виды оборудования для предварительной тепловой обработки, их назначение, устройство и область применения.
Вопросы к отчету по работе.
1. Классификация и область применения тепловых аппаратов для предварительной подготовки.
2. Назначение, устройство и принцип работы бланширователей А9-КБЕ.
3. Назначение, устройство и принцип работы закрытых разваривателей (дигистеров), шнековых и ленточных.
4. Назначение устройство и принцип работы подогревателей:
а) периодического действия. ВНИИКОП- 2;
б) непрерывного действия КТП-2; А9-КБВ.
5. Требования безопасности при тепловой обработке сырья и продуктов
1. Классификация тепловых аппаратов
Тепловые аппараты, предназначенные для предварительной обработки сырья, можно классифицировать на бланширователи, развариватели и подогреватели в зависимости от способа нагревания продуктов.
Аппараты каждой из этих групп, можно разделить на аппараты периодического и непрерывного действия; аппараты работающие при атмосферном давлении, вакууме и под избыточном давлением; аппараты с нагревательной камерой и барботерами.
Предварительный нагрев используется для:
- интенсификации процесса последующей переработки;
- частичного уничтожения поверхностных микроорганизмов;
- облегчения удаления кожуры плода;
- изменения свойств исходного материала (увеличения проницаемости клеточных мембран, разваривания, уменьшения вязкости и т.д.).
При предварительной тепловой обработке, температура продукта повышается до 85...96°С, продолжительность обработки определяется скоростью протекания тепловых, химических, биохимических процессов и составляет от нескольких секунд до 15 минут.
2. Бланширователи
Бланширование проводят в горячей воде, растворе соли, щелочи или кислоты, а также в среде водяного пара.
Ленточные бланширователи
Ленточные бланширователи применяются для бланширования в паре и воде плодоовощной продукции, поступающей на переработку.
В ленточном бланширователе (рис. 6.1,6) только рабочая ветвь ленты 2 проходит через ванну 3 с водой; холостая часть ленты движется под ванной. В этом случае высота ванны может быть несколько снижена. Барботеры расположены в ванне под лентой.
При бланшировании паром часть рабочей ветви ленты 1 (рис. 6.1, в, г) проходит через закрытую паровую камеру 2, в которой над лентой и под ней расположены трубки, барботирующие пар. При перемещении через камеру ленты с плодами, последние подвергаются воздействию острого пара, выходящего из барботера, и прогреваются. Давление пара до вентиля равно обычно 0,3 МПа, в паровой камере 0,1 МПа, что соответствует 100 °С.
При бланшировании продуктов в растворах солей или кислот вместо барботеров устанавливают змеевики, в которые подается пар. Для охлаждения продукта после бланширования в месте выхода ленты из камеры над лентой перпендикулярно ее движению размещают трубы, распыливающие воду.
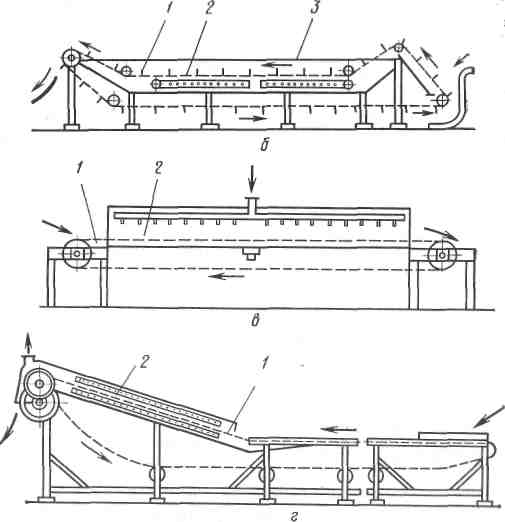
Рис. 6.1. Схема работы ленточных бланширователей
Техническая характеристика бланширователей А9-КБЕ БК
Производительность
при продолжительности бланширования, кг/ч
2 мин 8000
37 мин 500
Температура бланширования, °С 80...100 95...100
Расход пара, кг/ч 200 290
Расход воды кг/ч 0,15 0,2
Установленная мощность, кВт 1,1 2,2
Габаритные размеры, мм
длина 8610 9285
ширина 1200 1250
высота 1650 2406
Масса, кг 2200 2375
Бланширователь БК отличается тем, что транспортер состоит из ковшей, изготовленных из перфорированной нержавеющей стали. Расстояние между центрами соседних ковшей 0,2 м.

Рис. 6.2. Бланширователь БК: 1 – ванна; 2 – ковши; 3 – баоботер
Продолжительность бланширования продукта (в с) регулируется скоростью движения цепи транспортера и определяется по формуле:
τ = l / V
где l - длина зоны бланширования, м; V - скорость движения ленты, м/с; V = 0,01...0,15 м/с.
Производительность ленточного бланширователя (в кг/с):
G = B h Vp k
где В - ширина лапы, м;
h - средняя высота слоя, м;
р - плотность продукта, кг/м3;
k - коэффициент заполнения ленты (k = 0,75... 1,0).
Производительность ковшового бланширователя (в кг/с):
G = (V / a) g
где а - расстояние между центрами ковшей, м;
g - масса продукта в одном ковше, кг.
Барабанные и шнековые бланширователи
Барабанные и шнековые бланширователи применяются для бланширования зеленого горошка, кукурузы и других продуктов, обладающих высокой сыпучестью.
Основным рабочим органом барабанного бланширователя является барабан, изготовленный из листовой стали с отверстиями по поверхности, (диаметр отверстий 3...4 мм). Барабан установлен на роликовых опорах. Вращение передается барабану от электродвигателя через редуктор и вариатор. При вращении барабана продукт при помощи спирали перемещается в горячей воде от места загрузки к месту выгрузки. Продолжительность бланширования регулируется частотой вращения барабана. В месте выгрузки продукта спираль заканчивается лопастями, захватывающими продукт и выбрасывающими его в разгрузочный желоб.
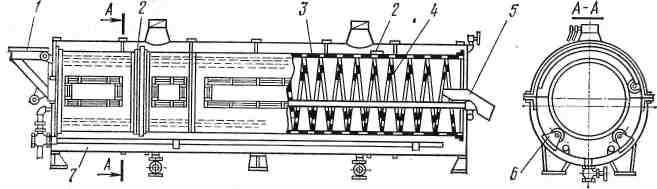
Рис. 6.3. Барабанный бланширователь: 1 — загрузочный бункер; 2 — стальные кольца; 3 — барабан; 4 — спираль; 5 — разгрузочный желоб; 6 — ролики; 7 — ванна
В шнековых бланширователях основным рабочим органом является шнек, перемещающий продукт.
При бланшировании в горячей воде шнек установлен горизонтально, в среде водяного пара - вертикально. Пар подается в желоб через полый вал шнека.
Совершая от 2,5 до 12 об/мин, шнек перемещает продукт от загрузочного конца желоба к разгрузочному. Продолжительность бланширования зависит от длины шнека и частоты его вращения.
Барабанные и шнековые бланширователи имеют более высокую производительность по сравнению с ленточными, меньшие габаритные размеры, однако они не являются универсальными для широкого спектра продуктов - вследствие механических повреждений при транспортировании и выгрузке.