

4.7 Методы статистического управления процессом тк
Нормативные ссылки:
ГОСТ Р 50779.42-99 «Статистические методы. Контрольные карты Шухарта»;
ГОСТ Р 50779.44-2001 «Статистические методы. Показатели возможностей процессов. Основные методы расчета».
Система управления процессом – неотъемлемая часть общей системы управления. По существу, цель системы управления процессом – предсказать текущее и будущее состояние процесса. Это приводит к принятию экономически верных решений относительно действий, связанных с процессом. Такие решения требуют сопоставления последствий выполнения излишних действий (риск излишней регулировки) и невыполнения необходимых действий (риск незамеченной разладки).
Основными характеристиками качества процесса являются стабильность и воспроизводимость (степень соответствия требованиям). При этом определение воспроизводимости осуществляется для стабильных (предсказуемых процессов).
Стабильность процесса ТК предполагает неизменность значений какой-либо его характеристики. Чем разброс (или дисперсия) значений больше, тем менее стабилен осуществляемый процесс. Поэтому для оценки стабильности процесса рассчитываются значения какой-либо его характеристики (параметра).
Метод анализа стабильности процесса ТК включает несколько этапов.
Первый этап: определение средневзвешенного значения анализируемого параметра:
Пср = Σ (Пi х Рi ) (3.1)
или
Пср = (П1 х Р1 ) + (П2 х Р2 ) + (П3 х Р3) ...
где:
Пср – средневзвешенное значение анализируемого параметра;
Пi - i-е значение анализируемого параметра;
Рi - вероятность появления i-го значения данного параметра.
Вероятность Рi определяется по формуле:
Рi = Кi / n (3.2)
где:
Кi – число случаев повторения i-го значения параметра;
n – общее количество анализируемых значений параметра.
Второй этап: определение дисперсии значений анализируемого параметра:
D = Σ (Пi - Пср)2 x Рi (3.3)
где: D – дисперсия значений анализируемого параметра.
Третий этап: определение величины стандартного отклонения «σ». Величина стандартного отклонения характеризует уровень стабильности процесса ТК в целом. Другими словами, чем больше стандартное отклонение, тем меньше стабильность процесса ТК. Стандартное отклонение рассчитывается по следующей формуле:
σ = √D (3.4)
где: σ - стандартное отклонение;
D – дисперсия значений анализируемого параметра.
Четвертый этап: определение коэффициента вариации «γ». Коэффициент вариации характеризует уровень стабильности процесса ТК на единицу ожидаемого результата процесса (например, одну ДТ). Чем больше коэффициент вариации, тем меньше вероятность получения желаемого результата и, следовательно, ниже качество процесса ТК. Коэффициент вариации рассчитывается по следующей формуле:
γ = σ / Пср (3.5)
где: γ – коэффициент вариации;
σ - стандартное отклонение;
Пср – средневзвешенное значение анализируемого параметра.
В качестве примера рассмотрим процессы ТК, осуществляемые на таможенном посту в первую и вторую декаду. В качестве анализируемого параметра используется такая характеристика как продолжительность ТК (в часах) одной ДТ. Соответствующие значения параметра приведены в таблице 3.6, а величины вероятности каждого значения - в таблице 3.7.
Таблица 3.6.
Продолжительность ТК в 1-ю и 2-ю декады на таможенном посту
|
Значения выходного параметра (Пi) |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
ДК № 1 |
24 |
28 |
20 |
24 |
30 |
28 |
24 |
26 |
20 |
22 |
ДК № 2 |
20 |
24 |
28 |
20 |
24 |
30 |
24 |
28 |
26 |
20 |
Таблица 3.7.
Повторяемость (вероятность) значений параметра
|
Величины вероятности (Pi) |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
ДК № 1 |
0,3 |
0,2 |
0,2 |
х |
0,1 |
х |
х |
0,1 |
х |
0,1 |
ДК № 2 |
0,3 |
0,3 |
0,2 |
х |
х |
0,1 |
х |
х |
0,1 |
х |
1 этап. Определяется средневзвешенное значение анализируемого параметра:
для декады № 1: Пср1 = (24 х 0,3) +(28 х 0,2) + (20 х 0,2) + (30 х 0,1) + (26 х 0,1) + (22 х 0,1) = 7,2 + 5,6 + 4,0 + 3,0 + 2,6 + 2,2 = 24,6 (ч)
для декады № 2: Пср2 = (20 х 0,3) +(24 х 0,3) + (28 х 0,2) + (30 х 0,1) + (26 х 0,1) = 6,0 + 7,2 + 5,6 + 3,0 + 2,6 = 24,4 (ч)
2 этап. Определяется дисперсия значений анализируемого параметра:
для декады № 1: D1 = (24 – 24,6)² х 0,3 + (28 - 24,6)² х 0,2 + (20 - 24,6)² х 0,2 + (30 -24,6)² х 0,1 + (26 – 24,6)² х 0,1 + (22 – 24,6)² х 0,1 = 10,45
для декады № 2: D2 = (20 - 24,4)² х 0,3 + (24 - 24,4)² х 0,3 + (28 - 24,4)² х 0,2 + (30 - 24,4)² х 0,1 + (26 - 24,4)² х 0,1 = 11,85
3 этап. Определяется величина стандартного отклонения «σ»:
для декады № 1: σ1 = √ 10,45 = 3,23
для декады № 2: σ2 = √ 11,85 = 3,44
4 этап. Определяется коэффициент вариации «γ»:
для декады № 1: γ1 = σ1 / Пср1 = 3,23 / 24,6 = 0,13
для декады № 2: γ2 = σ2 / Пср2 =3,44 / 24,4 = 0,14
Выводы.
1. Стабильность процесса ТК в целом в первую декаду больше, так как величина стандартного отклонения за первую декаду меньше:
σ1 = 3,23 < σ2 = 3,44
2. Стабильность процесса ТК в отношении одной ДТ в первую декаду немного больше, так как значение коэффициента вариации в первой декаде меньше:
γ1 = 0,13 < γ2 = 0,14.
Действия, направленные на улучшение процесса ТК, наиболее экономичны, когда они предпринимаются для предотвращения сильных отклонений важных характеристик процесса ТК от их целевых значений. Такие действия могут состоять как в изменении операций (обучение персонала; изменение влияющих факторов), так и в изменении более глубоких элементов самого процесса (программного обеспечения; взаимодействия персонала; разработки процесса в целом, например, из-за чего он может быть чувствительным к изменениям номенклатуры или количества деклараций). Этим обеспечивается постоянство и поддержание изменчивости результатов процесса ТК в приемлемых пределах.
Улучшение результата процесса ТК посредством обнаружения и исправления несоответствий без обращения к коренным проблемам процесса ТК – не экономичны и должны применяться только как временные меры для нестабильных или невоспроизводимых процессов. Усилия необходимо направлять на предупреждение возникновения несоответствий в процессе ТК.
Использование инструментов статистического управления процессом ТК целесообразно применять на этапе разработки системы управления процессом ТК и дальнейшего его улучшения и осуществлять не чаще 1 раза в квартал.
Управление процессом ТК может осуществляться на различных уровнях:
ФТС России;
таможенного управления;
таможни;
таможенного поста.
Каждый из уровней управления является источником изменчивости процесса ТК. На процесс ТК влияет множество причин изменчивости, которые подразделяются на обычные и особые причины. Задача инструментов статистического управления – обеспечить минимальные отклонения показателей от целевых значений, т.е. снизить изменчивость.
Обычные причины изменчивости – разнообразные причины (случайные, слабо действующие), которые присутствуют в процессе ТК постоянно и неизменно, как «фон». Каждая из таких причин составляет очень малую долю изменчивости, и не значима сама по себе. Вместе с тем, сумма всех причин измерима и предполагается, что она внутренне присуща процессу ТК. Если присутствуют только обычные причины изменчивости, то выход процесса ТК предсказуем, находится в «статистически управляемом состоянии» и вмешательство в него без серьезных причин нецелесообразно.
Особые причины изменчивости (неслучайные, сильнодействующие) – причины, влияние которых нерегулярно и неодинаково. Если настройка и разброс процесса ТК существенно изменяются, то на процесс ТК влияют особые причины, и выход процесса ТК непредсказуем. В этом случае вмешательство в процесс ТК необходимо. Установление особых причин, уменьшение их влияния требует управленческих решений и выделения ресурсов на улучшение процесса ТК в целях недопущения его ухудшения.
При управлении процессом можно допустить 2 вида ошибок:
Ошибка 1. Признать соответствующий процесс несоответствующим, т. е. приписывать изменчивость или ошибку особой причине, в то время как фактически причина принадлежит системе (обычные причины).
Ошибка 2. Признать несоответствующий процесс соответствующим, т. е. приписывать изменчивость или ошибку системе (обычные причины), в то время как фактически причина была особой.
Ненужное разовое вмешательство в процесс является типичным примером ошибки №1. Ничего не делать для поиска причины и списывать все на систему — это типичный пример ошибки №2.
Статистические и вероятностные методы, основанные на накопленных за определенный период времени результатах измерений, обеспечивают необходимые и достаточные способы определения наличия особых причин.
Если действия по управлению процессом обеспечивают отсутствие влияния особых причин, то процесс называется статистически управляемым или «управляемым». Такой процесс является предсказуемым и в дальнейшем мы можем предсказать его пригодность.
Если действия по управлению процессом не обеспечивают отсутствие влияния особых причин на процесс, то процесс называется статистически неуправляемым или «неуправляемым». Пригодность такого нестабильного процесса предсказать нельзя.
Наиболее универсальными инструментами статистического управления процессом ТК являются индексы воспроизводимости и контрольные карты, которые были впервые разработаны и применены доктором Вальтером Шухартом.
Контрольная карта – это графический способ представления и сопоставления информации, основанный на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости. Основное назначение контрольных карт – выявление особых причин изменчивости и оценка характера и степени их влияния на процесс ТК.
Вводя в организации контрольные карты, очень важно правильно расставить приоритеты и выбрать те области, в которых они действительно нужны. Сигналом могут служить, например, затраты на контроль, жалобы участников ВЭД, результаты анкетирования участников ВЭД, разночтения в нормативной базе («узкие места» процесса ТК).
Основными элементами на контрольной карте являются:
контрольные границы – UCL (Upper Control Limit) – верхняя контрольная граница и LCL (Lower Control Limit) – нижняя контрольная граница;
центральная линия – CL.
Контрольные границы на контрольных картах не связаны с границами допуска, установленными руководством. Контрольные границы определяются характеристиками процесса ТК: для каждого процесса ТК (подпроцесса), изучаемого временного интервала будут свои уникальные контрольные границы.
Если на процесс ТК влияют только обычные причины изменчивости, и он находится в «статистически управляемом состоянии», то наносимые точки почти никогда не выходят за контрольные границы. Если точки на карте выходят за пределы контрольных границ, то это признак того, что имеются особые причины.
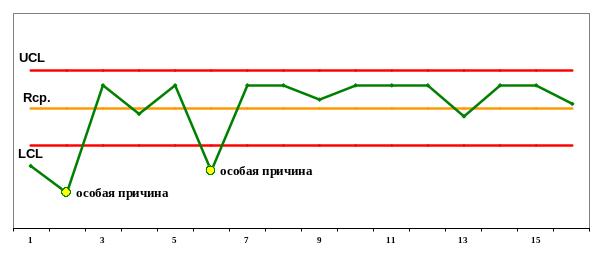
Рис. 4.4. Пример контрольной карты
Для оценки изменчивости процесса ТК (уровня статистической управляемости процесса) целесообразно использовать карты средних значений (Хср) и карты размахов (R). Эти карты отражают состояние процесса через разброс (изменчивость от единицы к единице) и через расположение центра (среднее процесса). Контрольные карты применяют и анализируют парами – карта для разброса и карта среднего значения.
Объемы выборок зависят от существующих возможностей. Поэтому целесообразно соизмерять затраты на взятие выборок и анализ результатов с возможными потерями от принятия неверных решений. Чем больше объем информации, тем меньше риск принятия неверного решения, но больше затраты на контроль.
Метод анализа статистического управления процессом ТК включает несколько этапов.
Первый этап: сбор и анализ данных.
Второй этап: вычисление значений размахов, среднего размаха, определение верхней и нижней контрольных границ для размахов значений.
Размах (R) – разность наибольшего и наименьшего значений в подгруппе, рассчитывается по формуле:
R = X max – X min
и рассчитывается для каждого анализируемого периода.
Определение среднего размаха (R ср) для n-количества периодов, рассчитывается по формуле:
Rср= Сумма всех значений R
количество значений n
Определение верхней и нижней контрольных границ для размахов значений.
UCLR – верхняя контрольная граница, рассчитывается по формуле:
UCLR = D4 х Rср,
где D4 – коэффициент для вычисления линий контрольных карт приведен в таблице (ГОСТ Р 50779,42 - 99 «Контрольные карты Шухарта»).
LCL R - нижняя контрольная граница, рассчитывается по формуле:
LCL R = D3 х Rср
Третий этап: Построение R-карты.
Сопоставление нанесенных точек размахов с контрольными границами, выделение точки вне границ, необычной структуры или тренда. Проведение анализа операций процесса для определения неслучайных причин в значениях размаха.
Исключение всех подгрупп, на которые повлияла особая причина, пересчет и нанесение на карту нового среднего размаха и контрольных границ. Получение подтверждения того, что все точки размахов при сравнении с новыми границами указывают на статистическую управляемость.
Четвертый этап: Построение Х-карты. Сопоставление нанесенных точек размахов с контрольными границами, выделяют точки вне границ, необычные структуры или тренды.
В случае исключения некоторых периодов из R-карты в связи с выявленными особыми причинами, их необходимо исключить и из Хср-карты.
Примечание: Исключение подгрупп, представляющих причину выхода процесса из состояния статистической управляемости, это не «исключение плохих данных». Исключаются точки, на которые повлияли известные неслучайные причины, что позволяет получить лучшую оценку основного уровня изменчивости из-за случайных причин. Это дает более точную основу для контрольных границ, применение которых позволяет наиболее эффективным образом обнаружить будущие проявления неслучайных причин вариаций.
Пятый этап: Вычисление индекса воспроизводимости и пригодности процесса ТК (Ppk).
Шестой этап: Подготовка предложений по разработке мероприятий, которые улучшат работу процесса ТК.
В качестве примера рассмотрим уровень качества процесса ТК в таможне.
1 этап. Сбор и анализ данных. В таблице приведены данные об уровне качества на 7 таможенных постах за 12 периодов наблюдений.
Таблица 5.1.
Уровень качества по таможне в разрезе таможенных постов
Период |
т/п № 1 |
т/п № 2 |
т/п № 3 |
т/п № 4 |
т/п № 5 |
т/п № 6 |
т/п № 7 |
Хср |
CL (Ср Хср) |
R |
CL (Rср) |
UCL R |
LCLR |
UCL Сред Хср |
LCL Сред Хср |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
1 |
92,2 |
68,8 |
79,7 |
99,0 |
90,2 |
87,5 |
92,2 |
87,1 |
96,6 |
30,2 |
9,4 |
18,2 |
0,7 |
100,0 |
92,8 |
2 |
94,6 |
90,3 |
87,9 |
98,9 |
94,7 |
97,3 |
98,9 |
94,7 |
11,0 |
||||||
3 |
100,0 |
88,0 |
89,0 |
100,0 |
99,0 |
99,0 |
100,0 |
96,4 |
12,0 |
||||||
4 |
100,0 |
92,0 |
89,0 |
100,0 |
97,0 |
98,0 |
100,0 |
96,6 |
11,0 |
||||||
5 |
100,0 |
94,0 |
92,0 |
100,0 |
99,0 |
99,0 |
99,0 |
97,6 |
8,0 |
||||||
6 |
100,0 |
91,0 |
91,0 |
100,0 |
99,0 |
98,0 |
99,0 |
96,9 |
5,0 |
||||||
7 |
100,0 |
94,0 |
95,0 |
100,0 |
99,0 |
99,0 |
100,0 |
98,1 |
5,0 |
||||||
8 |
100,0 |
98,0 |
96,0 |
100,0 |
100,0 |
99,0 |
100,0 |
99,0 |
4,0 |
||||||
9 |
100,0 |
92,0 |
99,0 |
100,0 |
98,0 |
99,0 |
100,0 |
98,3 |
8,0 |
||||||
10 |
100,0 |
90,0 |
97,0 |
100,0 |
99,0 |
98,0 |
100,0 |
97,7 |
10,0 |
||||||
11 |
100,0 |
96,0 |
95,0 |
100,0 |
99,0 |
99,0 |
100,0 |
98,4 |
5,0 |
||||||
12 |
100,0 |
97,3 |
96,0 |
100,0 |
98,7 |
99,7 |
98,0 |
98,5 |
4,0 |
2 этап. Вычисление значений размахов, среднего размаха, определение верхней и нижней контрольных границ для размахов значений.
Определение размаха (R) для каждого анализируемого периода, например:
Для периода 1: R = 99 – 68,8 = 30,2; Для периода 2: R = 98,9 – 87,9 = 11,0 .
Определение среднего размаха (R ср) для всех периодов, например:
Rср= (30,2 + 11 + 12 + 11 + 8 + 5 + 5 + 4 + 8 + 10 + 5 + 14)/12 = 9,43
Определение верхней и нижней контрольных границ для размахов значений
UCLR = 1.924 х 9,43 = 18,15
LCL R = 0,076 х 9,43 = 0,72
3 этап. Построение R-карты.
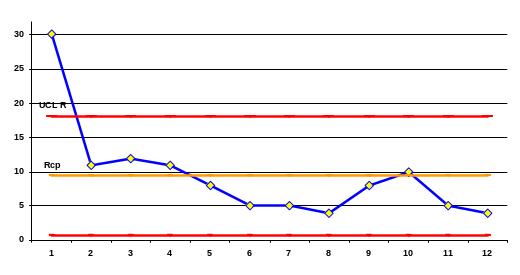
Рис. 4.4. Пример R-карты
Исключение всех подгрупп, на которые повлияла особая причина, пересчет и нанесение на карту нового среднего размаха и контрольных границ. Получение подтверждения того, что все точки размахов при сравнении с новыми границами указывают на статистическую управляемость.

Рис. 4.4. Пример R-карты
4 этап. Построение Х-карты.
Таблица 5.2.
Уровень качества по таможне в разрезе таможенных постов
Период |
т/п № 1 |
т/п № 2 |
т/п № 3 |
т/п № 4 |
т/п № 5 |
т/п № 6 |
т/п № 7 |
Хср |
CL (Ср Хср) |
R |
CL (Rср) |
UCL R |
LCLR |
UCL Сред-него Хср |
LCL Сред-него Хср |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
2 |
94,6 |
90,3 |
87,9 |
98,9 |
94,7 |
97,3 |
98,9 |
94,7 |
97,5 |
11,0 |
7,5 |
14,4 |
0,6 |
100,0 |
94,4 |
3 |
100,0 |
88,0 |
89,0 |
100,0 |
99,0 |
99,0 |
100,0 |
96,4 |
12,0 |
||||||
4 |
100,0 |
92,0 |
89,0 |
100,0 |
97,0 |
98,0 |
100,0 |
96,6 |
11,0 |
||||||
5 |
100,0 |
94,0 |
92,0 |
100,0 |
99,0 |
99,0 |
99,0 |
97,6 |
8,0 |
||||||
6 |
100,0 |
91,0 |
91,0 |
100,0 |
99,0 |
98,0 |
99,0 |
96,9 |
5,0 |
||||||
7 |
100,0 |
94,0 |
95,0 |
100,0 |
99,0 |
99,0 |
100,0 |
98,1 |
5,0 |
||||||
8 |
100,0 |
98,0 |
96,0 |
100,0 |
100,0 |
99,0 |
100,0 |
99,0 |
4,0 |
||||||
9 |
100,0 |
92,0 |
99,0 |
100,0 |
98,0 |
99,0 |
100,0 |
98,3 |
8,0 |
||||||
10 |
100,0 |
90,0 |
97,0 |
100,0 |
99,0 |
98,0 |
100,0 |
97,7 |
10,0 |
||||||
11 |
100,0 |
96,0 |
95,0 |
100,0 |
99,0 |
99,0 |
100,0 |
98,4 |
5,0 |
||||||
12 |
100,0 |
97,3 |
96,0 |
100,0 |
98,7 |
99,7 |
98,0 |
98,5 |
4,0 |
Определяем среднее значение по каждому периоду.
Например, для периода 2: (94,6 + 90,3 + 89,7 + 98,9 + 94,7 + 97,3 + 98,9)/7 = 94,7
Определяем среднее средних значений по всем периодам с учетом ранее исключенных периодов
(94,7 + 96,4 + 96,6 + 97,6 + 96,9 + 98,1 + 99 + 98,3 + 97,7 + 98,4 + 98,5)/11 = 97,5
Определяем UCL для среднего Хср.
UCL = СРЕДНЕЕ Средних по т/п +А2*Rср.
UCL = 97,5 + 0,419 x 7,5 = 100; коэффициент А2 для 7 постов = 0,419
Определяем LCL для среднего Хср.
LCL = СРЕДНЕЕ Средних по т/п – А2*Rср.
LCL =97,5 - 0,419 x 7,5 = 94,36; коэффициент А2 для 7 постов = 0,419
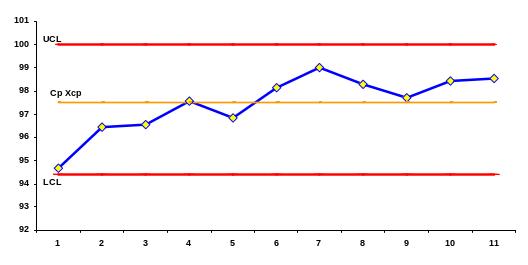
Рис. 4.4. Пример X-карты
Интерпретация контрольных карт
Если на процесс влияют только обычные причины изменчивости, то значения наблюдаемой статистики будут расположены между контрольными границами случайным образом (т. е. не будет очевидных признаков неслучайного поведения).
Особые причины могут влиять на настройку процесса (например, на среднее или индивидуальное значение), или на его разброс (например, на размах, стандартное отклонение), или на то и другое вместе. В этом случае значения могут выходить за контрольные границы случайным образом либо образуют тренд.
Признаки статистически неуправляемого состояния
Основными признаками влияния особых причин являются: точки вне контрольных границ, серия возрастающих или убывающих точек и серия точек выше или иже центрально линии.
Точки за контрольными границами
Присутствие одной или нескольких точек за пределами любой из контрольных границ — основное свидетельство появления особой причины изменчивости в этой точке. Эта особая причина могла начать действовать и до этой точки.
Поскольку точки вне контрольных границ крайне редки, если присутствуют только обычные причины изменчивости, то следует предположить, что выход точки за контрольную границу — это результат действия особой причины. Поэтому каждая такая точка — это сигнал для немедленного анализа процесса на предмет наличия особой причины. Пометьте все точки, вышедшие за контрольные границы, для дальнейшего анализа и принятия корректирующих действий, предусмотренных при действительном возникновении особой причины.
Т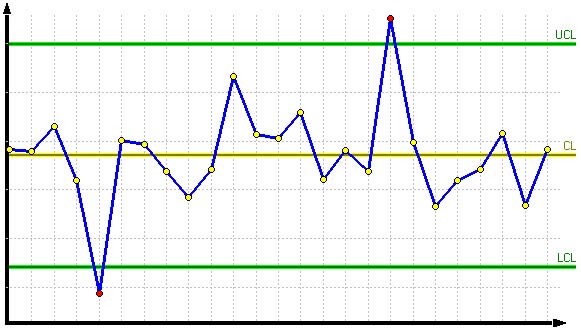 очка
вне контрольных границ — вообще признак
того, что произошел сдвиг процесса в
одной точке или как часть тренда.
очка
вне контрольных границ — вообще признак
того, что произошел сдвиг процесса в
одной точке или как часть тренда.
Рис. 4.5 Точки за контрольными границами
Серия возрастающих или убывающих точек
Наличие необычного ряда точек или трендов, даже если все точки на карте находятся в контрольных границах, может быть признаком выхода из управляемого состояния в данный промежуток времени или как часть тренда. Это может дать первое предостережение о неблагоприятных условиях, которые должны быть скорректированы. Но некоторые варианты поведения или тренды могут быть благоприятными и должны быть изучены для возможного усовершенствования процесса. Сравнение совместного поведения точек на картах размахов и средних может дать дополнительную информацию.
Наличие необычного ряда точек, являющегося признаком неуправляемого состояния, может быть плохим событием для одного процесса и хорошим для другого.
Каждый из следующих ниже признаков является индикатором того, что начался сдвиг или тренд процесса:
• 7 точек подряд последовательно возрастают (равны или больше предыдущего значения) или последовательно убывают (рисунки 4.6 и 4.7)
• 7 точек подряд по одну сторону от среднего значения (рисунки 4.8 и 4.9).
Примечание: Если размер подгруппы (n) небольшой (5 или менее), возможность появления серии точек ниже R– увеличивается, так что в качестве критерия уменьшения изменчивости процесса может оказаться необходимым рассматривать серии длиной 8 или более.
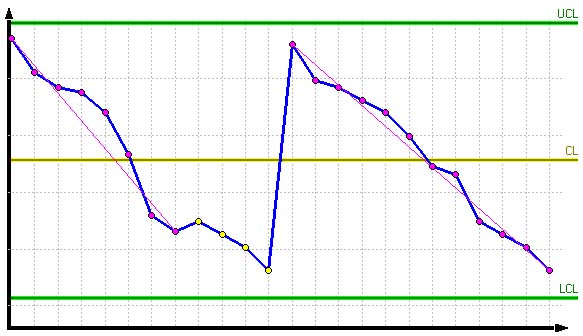 Рис.
4.6 Убывающая серия точек
Рис.
4.6 Убывающая серия точек
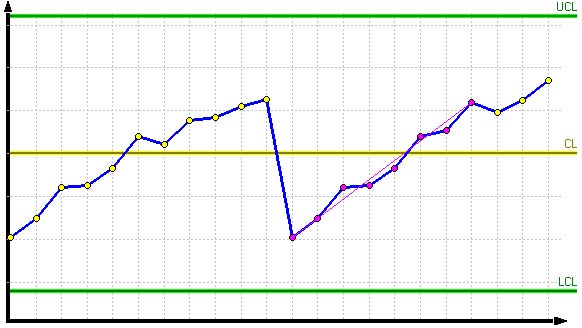 Рис.
4.7 Возрастающая серия точек
Рис.
4.7 Возрастающая серия точек
Ри с.
4.8. Серия точек выше средней линии
с.
4.8. Серия точек выше средней линии
Р ис.
4.9 Серия точек ниже средней линии
ис.
4.9 Серия точек ниже средней линии
Очевидное неслучайное поведение процесса
Кроме точек вне контрольных границ или серий точек, возможно появление другого неслучайного поведения, которое может быть обусловлено появлением особых причин изменчивости. Необходимо проявлять осторожность, чтобы не переоценивать подобные ситуации, так как даже случайные (от обычных причин) данные иногда создают иллюзию неслучайности (наличия особой причины). Примерами неслучайного поведения могут быть явные тренды (даже если они не удовлетворяют критерию серии), циклы, общее расположение точек внутри контрольных границ или даже взаимосвязь значений внутри подгрупп (например, первое измерение в подгруппе может быть всегда наибольшим). Один из критериев необычного расположения точек – особенности в расположении точек относительно центральной зоны между контрольными границами (она определяется следующим образом: полоса между контрольными границами делится на 3 равные части, центральная зона — полоса, включающая центральную линию):
Приближение к центральной линии - 90% или более точек лежат в центральной зоне (рисунок 4.10):
Р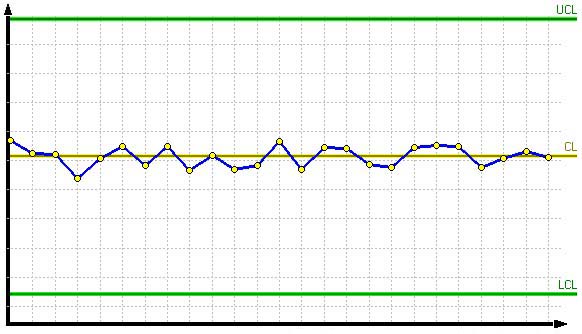 ис.
4.10 Приближение к центральной линии
ис.
4.10 Приближение к центральной линии
Приближение к контрольным границам – более 2/3 точек лежат за пределами центральной зоны:
Р ис.
4.11 Приближение к контрольным границам
ис.
4.11 Приближение к контрольным границам
Показатели воспроизводимостей процесса
Индекс воспроизводимости и пригодности (Ppk) – индекс пригодности процесса удовлетворять допуск с учетом положения среднего значения, применяемый для процессов, стабильность которых по разбросу не подтверждена. Рассчитывается по формуле:
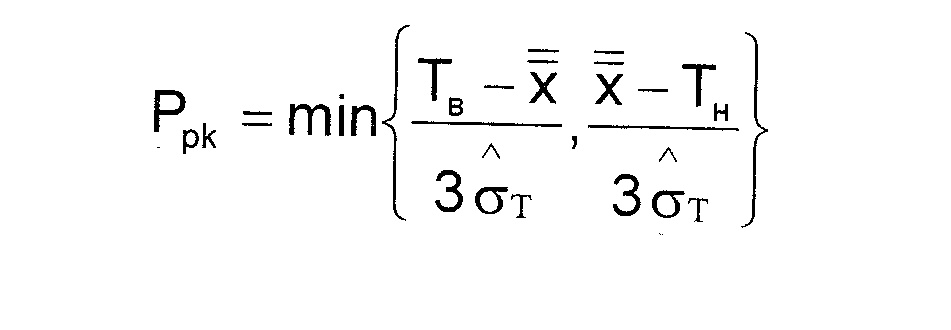
где Тв, Тн – соответственно наибольшее и наименьшее предельные значения показателя качества (пределы поля допуска);
X – среднее средних значений подгрупп;
σ – оцененное внутригрупповое стандартное отклонение процесса.
При определении индекса воспроизводимости и пригодности процесса ТК необходимо учитывать, что к процессу ТК установлены односторонние требования: уровень качества ТК должен быть не ниже величины, установленной стандартом (в настоящее время – 90%). Индекс воспроизводимости процесса ТК рассчитывается по формуле:
ФОРМУЛА СИГМА Т
Для выявления причин несоответствий необходимо определить источники изменчивости процесса ТК.
Для оценки причин изменчивости в деятельности таможенного поста необходимо анализировать данные по уровню качества данного поста за отчетный период времени. Для анализа применяют контрольные карты индивидуальных значений и скользящих размахов и индекс воспроизводимости (Ррк). Выборками являются данные по таможенному посту за отчетный период.
Для оценки причин изменчивости в деятельности таможни, необходимо анализировать данные по уровню качества подчиненных таможенных постов за отчетный период времени. Для анализа применяют контрольные карты средних и стандартных отклонений и индекс воспроизводимости (Ррк). Выборками являются данные по таможенным постам за отчетный период.
Для оценки причин изменчивости в деятельности управления, необходимо анализировать данные по уровню качества подчиненных таможен за отчетный период времени. Для анализа применяют контрольные карты средних и стандартных отклонений и индекс воспроизводимости (Ррк). Выборками являются данные по таможням за отчетный период.
В зависимости от целей проведения исследования и анализа осуществляется формирование выборок. Целями проведения исследования и анализа являются:
оценка характера и степени влияния особых причин изменчивости;
оценка степени влияния обычных причин изменчивости;
оценка результативности предпринятых действий по улучшению процесс таможенного контроля;
управление процессом таможенного контроля.
Для исследования характера и степени влияния особой причины, необходимо создать условия, в которых причина себя проявит. От этого зависит порядок и объемы формирования выборок.
Например, для исследования характера и степени влияния особой причины «Изменчивость номенклатуры декларируемых товаров» можно сопоставить данные по количеству несоответствий с двух таможенных постов, у которых существенно отличается количество номенклатуры декларируемых товаров.
Вычисление индекса воспроизводимости и пригодности процесса ТК (Рpk) для примера, приведённого в таблице 5.1:
N = 12 * 7 = 84
Сумма квадратов разностей конкретных значений уровня качества (Xm) и Среднего Хср = 2176,9 (приложение 13).
σ т = √ 2176,9 = 5,1
83
Ррк = 96,6 – 90 = 0,42.
3 * 5,1
Согласно ГОСТу 50779.44 данное значение Ррк позволяет прогнозировать, что примерно каждая четвёртая ДТ (250 ДТ из 1 тыс. ДТ) может содержать несоответствия (дефекты).
Возможен расчет Ррк для меньшего количества периодов (с учётом исключения особых причин). В нашем примере Ррк составит 0,71, это позволяет сделать прогноз, что 40 ДТ из 1 тысячи ДТ могут содержать несоответствия.
(приложение 14).
Приложение 1
К Методике
Полный перечень подпроцессов процесса ТК
№ п/п |
Наименование подпроцесса |
1. |
Совершение таможенных операций в отношении товаров, помещаемых под таможенную процедуру таможенного транзита |
2. |
Помещение товаров и транспортных средств под процедуру временного хранения |
3. |
Прием и регистрация деклараций на товары |
4. |
Контроль соблюдения требований, условий и порядка помещения товаров под таможенную процедуру |
5. |
Выявление рисков, содержащихся в профилях риска, доведенных до таможенных органов в бумажном и (или) в электронном виде |
6. |
Принятие решения структурными подразделениями таможни в рамках системы управления рисками |
7. |
Принятие решения о применении формы таможенного контроля (таможенный досмотр), проведение таможенного досмотра |
8. |
Принятие решения о применении формы таможенного контроля (таможенный осмотр), проведение таможенного осмотра |
9. |
Принятие решения об отборе проб или образцов товаров, отбор проб или образцов товаров |
10. |
Дополнительный контроль правильности заполнения некоторых граф ДТ и отдельных полей электронной копии ДТ на этапе проверки соответствия электронной копии ДТ ее бумажному носителю и проведения форматно-логического контроля электронной копии ДТ |
11. |
Контроль статистической стоимости |
12. |
Совершение операций по контролю классификации товаров в соответствии с ТН ВЭД ТС |
13. |
Совершение операций по контролю определения страны происхождения товаров |
14. |
Контроль соблюдения запретов и ограничений, установленных в соответствии с законодательством о государственном регулировании внешнеторговой деятельности |
15. |
Контроль соблюдения законодательства об интеллектуальной собственности при таможенном декларировании товаров |
16. |
Валютный контроль |
17. |
Контроль таможенной стоимости товаров и транспортных средств |
18. |
Контроль правильности взимания таможенных платежей |
19. |
Возбуждение дела об административном правонарушении |
Приложение 2
К Методике
Перечень и состав оцениваемых подпроцессов процесса ТК
с весовыми коэффициентами (региональный компонент)
При импорте |
||
Код по класси-фика-тору |
Критерии качества |
Весовой коэффи-циент |
1. Принятие решение о проведении таможенного контроля (таможенный досмотр, таможенный осмотр) |
||
1.1. |
Правильность заполнения граф поручения на досмотр |
2 |
1.2. |
Правильность заполнения граф АТД (осмотра) |
2 |
1.3. |
Описание товаров в свободных строках на оборотной стороне АТД (осмотра) содержит сведения, позволяющие выполнить требования законодательства РФ, международных договоров РФ, а также соблюсти интересы лиц, обладающих полномочиями в отношении товаров и транспортных средств, их представителей. |
8 |
1.4. |
Соответствие результатов таможенного досмотра по степени и объему требованиям, указанным в поручении на досмотр |
4 |
1.5. |
Отсутствие необоснованных задержек проведения таможенного досмотра (осмотра) |
4 |
2. Контроль таможенной стоимости товаров и транспортных средств |
||
2.1. |
Процедура контроля таможенной стоимости при принятии решения о проведении дополнительной проверки (правильность заполнения Уведомления, Требования, Расчёта размера обеспечения, Запроса дополнительных документов) |
4 |
2.2. |
Соблюдение сроков принятия решения (решений) по таможенной стоимости |
4 |
2.3. |
Сравнение (проверка в рамках СУР) заявленной декларантом таможенной стоимости товара с имеющейся в таможенных органах ценовой информацией (проверочными величинами) |
3 |
2.4. |
Правильность заполнения форм ДТС, КТС, заполнения гр. 43 ДТ |
3 |
2.5. |
Правомерность таможенной оценки: соблюдение последовательности применения методов, наличие обоснования принятого решения о корректировке, правильность расчёта таможенной стоимости |
3 |
2.6. |
Соблюдение требований к документальному подтверждению сведений о таможенной стоимости (наличие документов, предусмотренных нормативными правовыми актами ФТС России) |
3 |
3. Контроль классификации товаров в соответствии с ТН ВЭД ТС |
||
3.1. |
Проведена проверка полноты и достоверности заявленных в ДТ сведений о товаре |
5 |
3.2. |
Соблюдены правила классификации товара в соответствии с ТН ВЭД ТС |
7 |
3.3. |
Обоснованность и сроки выставленных декларанту требований |
8 |
4. Контроль определения страны происхождения товаров |
||
4.1. |
Проведена проверка полноты и достоверности заявленных в ДТ сведений о стране происхождения товара |
3 |
4.2. |
Заявленные сведения о стране происхождения в гр.34 ДТ соответствуют представленным документам |
3 |
4.3. |
Обоснованность и сроки выставленных декларанту требований |
4 |
5. Контроль соблюдения запретов и ограничений, установленных в соответствии с законодательством о государственном регулировании внешнеторговой деятельности |
||
5.1. |
Заявленные о товаре сведения в гр.31 ДТ соответствуют представленным товаросопроводительным документам (контракту, спецификациям, упаковочным листам, фотографиям, техническому описанию и т.п.) и позволяют сделать однозначный вывод о подпадании товара под запреты и ограничения |
4 |
5.2. |
Наличие в гр.44 (п.1 и п.6) ДТ сведений о необходимых лицензиях, иных разрешительных документах и указание их кодов |
2 |
5.3. |
Наличие в пакете документов ДТ необходимых лицензий, иных разрешительных документов, заверенных в соответствии с п.4 ст. 183 ТК ТС, и документов, подтверждающих прохождение иных видов государственного контроля |
7 |
5.4. |
Представленные разрешительные документы не имеют признаков недействительных документов, в том числе нарушения правил и порядка их заполнения |
5 |
5.5. |
Наличие символа «С» в крайнем правом подразделе гр.33 ДТ для товаров, которые по коду ТН ВЭД ТС попадают под лицензирование, а по своим техническим характеристикам таковыми не являются |
1 |
5.6. |
Обоснованность и правомерность выставленного требования о представлении разрешительных документов |
1 |
6. Принятие решения об отборе проб или образцов товаров, отбор проб или образцов товаров |
||
6.1. |
Указание в нижнем подразделе графы Е (Е/J) под номером 2 номера и даты акта отбора проб или образцов товаров |
1 |
6.2. |
Правильность и полнота заполнения граф решения о назначении таможенной экспертизы |
2 |
6.3. |
Правильность и полнота заполнения граф акта отбора проб и (или) образцов |
3 |
6.4. |
Соответствие количества взятых проб или образцов международным и национальным стандартам, иным нормативным документам, методическим рекомендациям, утвержденным письмом ФТС России от 18.04.2006 № 01-06/13167 |
2 |
6.5. |
Возвращение материалов из экспертных органов без исполнения, в связи с допущенными должностными лицами нарушениями при вынесении решения и (или) отборе проб и (или) образцов (субъективный признак) |
2 |
При экспорте |
||
Код по класси-фика-тору |
Критерии качества |
Весовой коэффи-циент |
1. Принятие решение о проведении таможенного контроля (таможенный досмотр, таможенный осмотр) |
||
1.1. |
Правильность заполнения граф поручения на досмотр |
2 |
1.2. |
Правильность заполнения граф АТД (осмотра) |
2 |
1.3. |
Описание товаров в свободных строках на оборотной стороне АТД (осмотра) содержит сведения, позволяющие выполнить требования законодательства РФ, международных договоров РФ, а также соблюсти интересы лиц, обладающих полномочиями в отношении товаров и транспортных средств, их представителей. |
8 |
1.4. |
Соответствие результатов таможенного досмотра по степени и объему требованиям, указанным в поручении на досмотр |
4 |
1.5. |
Отсутствие необоснованных задержек проведения таможенного досмотра (осмотра)
|
4 |
2. Контроль соблюдения законодательства РФ об интеллектуальной собственности |
||
2.1. |
Заявленные о товаре сведения в графе 31 ДТ соответствуют сведениям о товаре, указанным в представленных товаросопроводительных документах (контракт, спецификация, инвойс, накладная и т.д.) в части защиты прав интеллектуальной собственности |
7 |
2.2. |
Наличие в гр.44 (п.4) ДТ сведений о необходимых разрешительных документах с указанием кодов документов. |
10 |
2.3. |
Отсутствие буквы «И» во втором слева подразделе гр.33 ДТ, если декларируемые товары содержат признаки объектов интеллектуальной собственности, внесенных в таможенные реестры объектов интеллектуальной собственности |
3 |
3. Контроль классификации товаров в соответствии с ТН ВЭД ТС |
||
3.1. |
Проведена проверка полноты и достоверности заявленных в ДТ сведений о товаре |
5 |
3.2. |
Соблюдены правила классификации товара в соответствии с ТН ВЭД ТС |
7 |
3.3. |
Обоснованность и сроки выставленных декларанту требований |
8 |
4. Контроль соблюдения запретов и ограничений, установленных в соответствии с законодательством о государственном регулировании внешнеторговой деятельности |
||
4.1. |
Заявленные о товаре сведения в гр.31 ДТ соответствуют представленным товаросопроводительным документам (контракту, спецификациям, упаковочным листам, фотографиям, техническому описанию и т.п.) и позволяют сделать однозначный вывод о подпадании товара под запреты и ограничения |
4 |
4.2. |
Наличие в гр.44 (п.1 и п.6) ДТ сведений о необходимых лицензиях, иных разрешительных документах и указание их кодов |
2 |
4.3. |
Наличие в пакете документов ДТ необходимых лицензий, иных разрешительных документов, заверенных в соответствии с п.4 ст. 183 ТК ТС, и документов, подтверждающих прохождение иных видов государственного контроля |
7 |
4.4. |
Представленные разрешительные документы не имеют признаков недействительных документов, в том числе нарушения правил и порядка их заполнения |
5 |
4.5. |
Наличие символа «С» в крайнем правом подразделе гр.33 ДТ для товаров, которые по коду ТН ВЭД ТС попадают под лицензирование, а по своим техническим характеристикам таковыми не являются |
1 |
4.6. |
Обоснованность и правомерность выставленного требования о представлении разрешительных документов |
1 |
5. Принятие решения об отборе проб или образцов товаров, отбор проб или образцов товаров |
||
5.1. |
Указание в нижнем подразделе графы Е (Е/J) под номером 2 номера и даты акта отбора проб или образцов товаров |
2 |
5.2. |
Правильность и полнота заполнения граф решения о назначении таможенной экспертизы |
4 |
5.3. |
Правильность и полнота заполнения граф акта отбора проб и (или) образцов |
6 |
5.4. |
Соответствие количества взятых проб или образцов международным и национальным стандартам, иным нормативным документам, методическим рекомендациям, утвержденным письмом ФТС России от 18.04.2006 № 01-06/13167 |
4 |
5.5. |
Возвращение материалов из экспертных органов без исполнения, в связи с допущенными должностными лицами нарушениями при вынесении решения и (или) отборе проб и (или) образцов (субъективный признак) |
4 |
Приложение 3
К Методике