

15 Расчет технически обоснованых норм времени
005 Токарная с ЧПУ
Исходные данные: среднесерийное производство; оборудование: токарный станок с ЧПУ 16К20Ф3; основное время То = 11,67мин; обрабатываемый материал – сталь 25ХГМ; измерительные инструменты: Кольцо Ø60,Скоба 40,25-0,16 , Нутромер НИ50-100-2, Штангенциркуль ШЦ-II-200-0,05;станочное приспособление – патрон; зажим пневматический; стойкость режущего инструмента Тр = 120 мин; контроль – 100%.
Определяем оперативное время.
Топ = То + Тв (45)
где То – основное время на обработку, мин; Тв – вспомогательное время на обработку, мин.
Определяем вспомогательное время
Тв = (Ту.с + Твкл+ Тщ + Тл.м. +Тп.п + Ту.к + Тв.к+ Тизм ) .Тп.к (46)
где Ту.с – время на установку и снятие детали; Ту.с = 0,45 мин. (10,с.36,карта2)
Твкл – время на включение и выключение станка; Твкд = 0,04 мин. (10,с.50, карта 8)
Тщ – время на открытие и закрытие заградительного щитка; Тщ=0,03 мин.
Тл.м – время на включение и выключение лентопротяжного механизма; Тл.м= 0,04мин.
Тп,п.- повернуть перфоленту в исходное положение на; Тп.п.= 0,25 мин.
Ту.к – время на установку координат; Ту.к = 0,15 мин.
Тв.к – время на ввод координат; Тв.к = 0,04 мин.
Тп.к – вспомогательное время зависящее от характера серийности работ; Тп.к = 0,87
Определяем время на измерение детали:
Тизм = Тизм k/100 (47)
где Тизм – время на измерение детали, k – процент контроля.
Подставив значения в формулу (2.25), получим:
Тизм = (0,16 + 0,05 + 0,05+0,23+0,09) 100/100 = 0,58 мин
где Тизм – время на измерение детали штангенциркуль = 0,16мин; скоба =0,05 мин, кольцо = 0,05 мин, нутромер = 0,23 мин, k – процент контроля, k = 100 %.
Поскольку время на измерение перекрывается автоматической работой станка, то его не учитываем
Подставив значения в формулу (2.24), получим:
Тв = (0,45х2 + 0,04 + 0,03 +0 ,04 + 0,25 + 0,15 + 0,04+0,58) 0,87 = 1,86 мин
Определяем оперативное время, по формуле (2.23):
Топ = 11,57+ 1,86= 13,43 мин.
О![]()
![]() пределяем
штучное время
пределяем
штучное время
где Топ - оперативное время, nобс,отд – норматив времени на обслуживание рабочего места и отдых ( 10% от оперативного времени).
Подставив значения в формулу (2.26), получим:
![]()
20 Расчет основных экономических показателей Расчет полной себестоимости детали: “Шестерня” 80-1601086-а.
Исходные данные:
1 Масса заготовки –3,05 кг;
2 Масса детали – 2,65 кг;
3 Марка материала детали – 25ХГМ;
4 Цена материала –7173 руб.;
5 Годовая программа выпуска детали – 15000 шт.;
6 Тип производства – среднесерийное;
7 Форма и система оплаты труда для:
основных рабочих – сдельно-премиальная
вспомогательных рабочих – повременно-премиальная
руководителей и специалистов – повременно-премиальная
Таблица 1 – Часовые тарифные ставки по разрядам работ:
Разряд |
2 |
3 |
4 |
5 |
6 |
Ставка, руб |
848.57 |
987.57 |
1148,5 |
1265,55 |
1389.91 |
Расчет стоимости материалов
![]() , (49)
, (49)
где
![]() -
затраты на материалы;
-
затраты на материалы;
![]() =3,05
кг - масса заготовки;
=3,05
кг - масса заготовки;
![]() =7173
р.- цена 1 кг. материала;
=7173
р.- цена 1 кг. материала;
![]() -
масса отходов;
-
масса отходов;
![]() =861
р.- цена 1 кг отходов.
=861
р.- цена 1 кг отходов.
Расчет массы отходов
![]() ,
(50)
,
(50)
![]()
![]()
где
![]() =2,65
кг - масса детали;
=2,65
кг - масса детали;
3 Расчет затрат на топливо и электроэнергию
![]() (51)
(51)
где
![]() =19%
- процент затрат на топливо и электроэнергию;
=19%
- процент затрат на топливо и электроэнергию;
![]() - основная заработная плата;
- основная заработная плата;
![]()
Расчет основной заработной платы
![]() ,
(52)
,
(52)
где
![]() -сумма
расценок;
-сумма
расценок;
![]() - расценка; (53)
- расценка; (53)
![]() -
часовая тарифная ставка;
-
часовая тарифная ставка;
![]() -
штучное время, с;
-
штучное время, с;
![]() =30%-премия.
=30%-премия.
005 Токарная с ЧПУ
![]() ;
;
010 Вертикально-сверлильная
![]()
015Токарная с ЧПУ
![]()
020Зубодолбежная
![]()
025Горизонтально-Фрезерная
![]()
030Зубофрезерная
![]()
035Зубошевинговальная
![]()
040Зубообкаточная
![]()
045Внутришлифовальная
![]()
050Торцешлифовальная
![]()
055Вертикально-хонинговальная
![]()
060Зубо-хонинговальная
![]()
![]()
![]() =936,9р
=936,9р
![]()
Расчет транспортно-загототовительных расходов
![]() (54)
(54)
где %![]() =12,2%-
процент транспортно-загототовительных
расходов
=12,2%-
процент транспортно-загототовительных
расходов
![]()
Расчет дополнительной заработной платы
![]() (55)
(55)
где
![]() =38-
процент дополнительной заработной
платы
=38-
процент дополнительной заработной
платы
![]()
Расчет отчислений в государственный фонд
![]() (55)
(55)
где
![]() -фонд
заработной платы
-фонд
заработной платы
![]() =35-
процент отчислений в государственный
фонд
=35-
процент отчислений в государственный
фонд
![]()
Расчет цеховых расходов
![]() (56)
(56)
где
![]() =455,6
- процент цеховых расходов
=455,6
- процент цеховых расходов
![]()
Расчет расходов на содержание оборудования
![]() (57)
(57)
где
![]() =163.7-
процент расходов на содержание
оборудования
=163.7-
процент расходов на содержание
оборудования
![]()
Расчет расходов на содержание инструмента
![]() (58)
(58)
где
![]() =9
- процент расходов на содержание
инструмента
=9
- процент расходов на содержание
инструмента
![]()
Расчет общехозяйственных расходов
![]() (59)
(59)
где
![]() =212,2-
процент общехозяйственных расходов
=212,2-
процент общехозяйственных расходов
![]()
12 Расчет прочих расходов
![]() (60)
(60)
где
![]() =0,85
- процент прочих расходов
=0,85
- процент прочих расходов
![]()
13 Расчет производственной себестоимости
![]() ,
(61)
,
(61)
где
![]() -
сумма расходов
-
сумма расходов
![]()
![]()
![]()
14 Расчет внепроизводственной себестоимости
![]() (62)
(62)
где
![]() =0,73%
- процент внепроизводственных расходов.
=0,73%
- процент внепроизводственных расходов.
![]()
15 Расчет полной себестоимости
![]() (63)
(63)
![]()
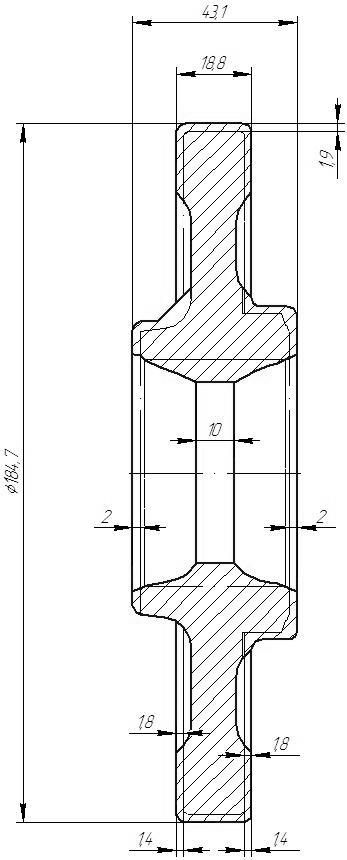
Рисунок 5 – Эскиз заготовки