

1.5.2. Фрезерование
При фрезеровании древесины скорость главного движения υ подача на один оборот S0, подача на зуб Sz и углы входа φвх и выхода φвых определяются по формулам, аналогичным формулам при пилении.
В расчетах по резанию многообразные по технологичности случаи фрезерования сводят к цилиндрическому фрезерованию, при котором у деталей обработанная поверхность формируется в виде плоскости (рис. 1.7, а). Цилиндрическое фрезерование подразделяется навстречное и попутное.
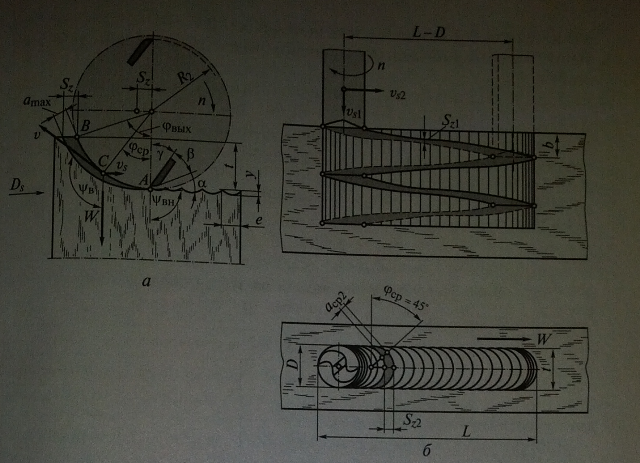
Рис. 1.7. Кинематические параметры плоского (а) и пазового (б) фрезирования
Важнейшая характеристика фрезерования древесины — угол встречи с волокнами ψвкоторый равен углу между направлением скорости результирующего движения резания υе= υ и направлением волокон Wдревесины в контуре заготовки.
Значения угла встречи, равные 0 и 180°, соответствуют продольному фрезерованию; от 0 до 90° — продольно-торцовому фрезерованию против волокон; 90° — продольному фрезерованию в торец; от 90 до 180° — торцово-продольному по волокнам.
При встречном фрезеровании полномерная стружка начинает срезаться в точкеА входа (толщина срезаемого слоя а = 0) и заканчивается в точке В выхода (а = аmax). Начальный угол встречи с волокнами равен ψвн= 90° и соответствует торцовому резанию, а угол входа φвх=0°.
В точкеВ выхода резца из древесины происходит торцово-продольное резание по волокнам и угол встречи может принимать значения 90° <ψв< 180°.
Значения угла встречи и угла контакта в средней точкеС соответственно равны:
ψв= ψвн+φср;φср= φвых/2.
Скорость главного движения резания и скорость движения подачи при фрезеровании влияют на шероховатость обработанной поверхности, которая характеризуется кинематическими волнами. Глубина у и длинае кинематических волн зависят от радиуса резания R и подачи на резец Sz.Глубина волны определяется по формуле:
у = e2/(8R)или у=Sz2/(8R).
Для двухрезцовой фрезы даже тщательной настройкой не удается добиться равенства радиусов резания первого R1 и второго R2 резцов. Неточность установки (τ=R1-R2)колеблется от 0,02 до 0,10 мм. В этом случае первый резец, имеющий больший радиус R1, будет срезать слой большей толщины и оставлять на поверхности резания более длинные и глубокие волны.
При большой погрешности установки резцов поверхность будет формироваться одним наиболее выступающим резцом. В этом случае
e1=2Sz; е2=0.
Для получения заданной чистоты поверхности следует качественно настраивать резцы и правильно назначать допустимую длину кинематической волны (табл. 1.2).
Для уменьшения сколов и отщепов используют попутное фрезерование. Однако в этом случае увеличиваются силы резания, потребляемая мощность и затуплениеинструмента. В станках с механизированной подачей при невысоком требовании к шероховатости поверхности скорость подачи выбирают из условия полной загрузки электродвигателя механизма резания.
Для получения пазов и гнезд применяется пазовое фрезерование, которое выполняется сложением трех элементарных движений: вращательного движения резания с частотойn, поступательного движения осевой подачи со скоростью υs1 и боковой подачи со скоростью υs2(рис. 1.7, б).Концевая фреза имеет режущие элементы по боковой и торцовой поверхностям.
Осевое движение подачи с постоянной скоростью обеспечивает заглубление фрезы в древесину и характеризуется подачей на резец в осевом направлении Sz1,.
При отсутствии боковой подачи торцовые лезвия срезают слой постоянной толщины α1=Sz1,
При боковой подаче формируются стенки гнезда, причем скорость υs2изменяется от нуля (на торцовых стенках гнезда) до υs2 средней части гнезда. В этом случае переменная толщина слоя, срезаемого одним боковым лезвием, определяется не только угловым положением резца при вращении, но и расположением его относительно торцовой стенки гнезда. Если после заглубления фрезы мгновенно отключить осевую подачу, то при боковой подаче кинематические соотношения будут аналогичны соотношениям плоского фрезерования.
Таблица 1.2.