

1.3. Параметры резца. Силы резания
Параметры резца. Совокупность параметров, характеризующих размеры и форму отдельных элементов резца, называется геометрией резца. Простейший резец (рис. 1.3, а) представляет собой клин с плоскими гранями, угловые параметры которого постоянны по всей ширине. Часть резца, которая служит для проникновения в материал заготовки и отделения слоя материала, называется лезвием.
Передняя поверхность резцаАɣ— это поверхность, по которой при резании сходит стружка. Поверхность резца, контактирующая в процессе резания с поверхностями обрабатываемой заготовки, называется задней поверхностью резцаАα.
ПересечениеК передней и задней поверхностей резца, называется главной режущей кромкой. Боковые поверхности резца для закрытого резания образуют соответственно левую К2и правую К1вспомогательные боковые режущие кромки. У очень острого резца (рис. 1.3, б) режущая кромка представляет собой линию пересечения граней резца. Однако даже после тщательной заточки переход от передней к задней грани происходит по криволинейной поверхности. Реальное лезвие имеет заусенцы и микровпадины, хорошо различаемые при рассмотрении под микроскопом.
Степень затупления лезвия характеризуют дугой окружности, вписанной в кривую перехода от передней к задней поверхности лезвия (рис. 1.3, в). Радиус р этой окружности называют радиусом округления лезвия. Для острого резца р = 5... 7 мкм. При величине р = 30 мкм и более резец считается затупленным и непригодым для резания древесины.
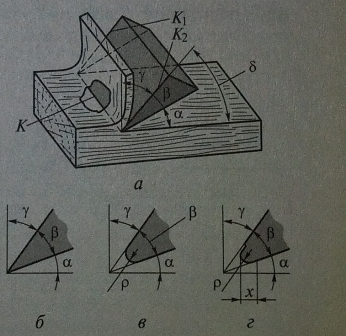
Рис. 1.3. Элементы резца:
а — поверхности и углы; 6 — вид очень острого резца; в, г — формы затупленных резцов
Затупление резца может характеризоваться также шириной фаски х(рис. 1.3, г) по задней поверхности лезвия. Такой вид затупления бывает при обработке слоистой клееной древесины и древесных плит.
Угол в секущей плоскости между передней и задней поверхностями лезвия называют углом заостренияβ. Положение резца относительно обрабатываемой детали характеризуется следующими углами. Передний угол ɣ— угол в секущей плоскости, между передней поверхностью лезвия и плоскостью, перпендикулярной направлению скорости результирующего движения резания. Задний уголα — угол в секущей плоскости между плоскостью резания и задней поверхностью лезвия. Угол резанияδ — угол между плоскостью резания и передней поверхностью лезвия, равный δ= α+ β,а сумма углов удовлетворяет условию α + β+ ɣ = 90°. В ряде случаев угол резания δ превышает 90°, тогда передний угол ɣ считается отрицательным и записывается со знаком минус.
Выбор числовых значений углов резания имеет большое практическое значение, так как они определяют качество обработки и стойкость (время работы) режущего инструмента до затупления. Угловые параметры резца должны соответствовать виду резания древесины: при резании вдоль волокон передний угол ɣ должен быть меньше, чем при резании в торец, но больше, чем при обработке поперек волокон.
Силы резания. При движении резца со скоростью υена участках контакта лезвия с обрабатываемым материалом возникает силовое взаимодействие, которое характеризуется силами резания. Распределение нагрузки на древесину в зоне резания показано на рис. 1.4 эпюрой 1 давления. Для анализа и расчета процесса резания реальную эпюру давления заменяют эквивалентной по своему действию сосредоточенной суммарной (результирующей) силой резания F.Величину и направление действия результирующей силы резания Fможно заменить двумя силами: главной составляющей (касательной) силой резания Fх,совпадающей по направлению со скоростью υерезультирующего движения резания, и перпендикулярной ей нормальной составляющей силойFz.
При срезе тонких стружек затупленным резцом нормальная сила резания Fzнаправлена от резца вниз и отжимает заготовку.

Рис. 1.4. Силы, действующие от резца на заготовку:
1 - эпюра давления; 2 – заготовка; 3 – обработанная поверхность; 4 — резец
В этом случае ее называют силойотжима (Fz> 0). При срезе толстых стружек острым резцом нормальная сила резания действует от резца на стружку вверх и способствует увеличению толщины срезаемого слоя. В этом случае ее называют силой затягивания (Fz< 0, на рис. 1.4 показана пунктиром).
Нормальную силу резания Fzв расчетах по резанию определяют через касательную силу Fx,вводя переходный множитель т: Fz=mFx.Величину т находят по справочным таблицам в зависимости от радиуса округления режущей кромки и толщины срезаемого слоя (стружки).
Обычно в расчетах режимов резания вычисляют единичную касательную силу Fx1(Н/мм), т.е. силу резания, приходящуюся на единицу ширины срезаемого слоя. При этом считается, что касательная сила резания Fxво всех случаях пропорциональна ширине срезаемого слоя Ь, мм: Fx= Fx1b.