

§ 5.3. Захватные устройства магнитные,вакуумные и с эластичными камерами
Захватные устройства могут быть с постоянными магнитами и электромагнитные. Такие устройства пригодны для захвата только деталей из магнитных материалов преимущественно с плоскими поверхностями. Электромагнитные захваты имеют простую конструкцию — катушку и сердечник (рис. 5.11, а). Электромагнитные захваты часто компонуются на базе небольших электромагнитов, установленных на общей раме (рис. 5.11,6). Такие захваты часто применяют для переноски фасонных, круглых и решетчатых поверхностей, захватить которые вакуумными захватами невозможно. Захватные устройства с постоянными магнитами более сложны и не нашли широкого применения, так как их необходимо оснащать специальными устройствами для операции высвобождения детали.
Вакуумные захватные устройства могут быть с простыми присосами и с принудительным поддержанием вакуума (всасывающие чаши). Такие устройства пригодны для захвата заготовок, имеющих плоские ровные поверхности. Основными элементами вакуумных захватов являются присоски и устройства для создания вакуума. Присоски изготовляют из резины или пластических материалов. Обычно для захвата детали используют несколько присосок.
Распространенным устройством для создания вакуума являются эжекторы. В этом случае разрежение получается без специальной насосной установки за счет энергии сжатого воздуха, получаемого из заводской сети. Основой эжектора является тройник, в который вклеивают или впаивают пробки с отверстиями малого диаметра.
В вакуумном захватном устройстве (рис. 5.11, в) с четырьмя присосками вакуум создается эжектором, общим для всех присосок и расположенным на раме захвата. В конструкциях захватов, показанных на рис. 5.11, г, эжекторы установлены в каждой присоске, причем они выполняют также и роль присоединительной арматуры воздухопровода.
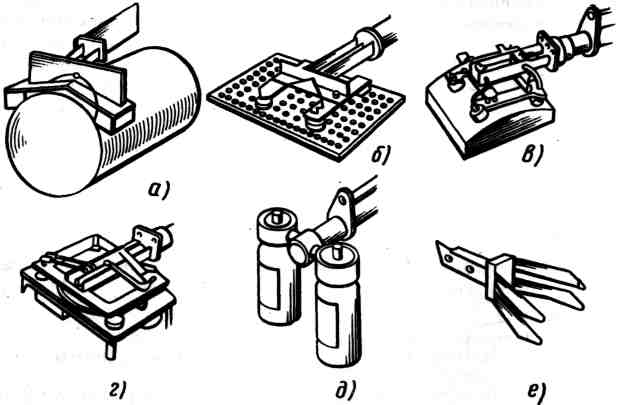
Рис. 5.11. Захватные устройства:
а и б — электромагнитные; в и г — вакуумные; д и е — с эластичными камерами
Захватные устройства с эластичными камерами (рис. 5.11, д) применяют для захвата хрупких изделий. Их действие основано на деформации эластичной камеры под действием давления воздуха или жидкости. Захватное устройство с эластичными камерами — пальцами (рис. 5.11,е) применяют для удерживания деталей как за наружную, так и за внутреннюю поверхность. Обращенные внутрь поверхности пальцев менее эластичны, чем их тыльные стороны, поэтому при подаче давления они изгибаются и прилегают к детали, повторяя ее конфигурацию.
Список литературы
Захватные устройства промышленных роботов: Методические рекомендации/Министерство станкостроительной и инструментальной промышленности. М.: ЭНИМС, 1982. 55 с.
Корсаков В. С. Основы конструирования приспособлений: учебник для вузов. М.: Машиностроение, 1983. 227 с.
Кузнецов Ю. И. Технологическая оснастка к станкам с программным управлением. М.: Машиностроение, 1976. 224 с.
Кузнецов Ю. И. Оснастка для станков с ЧГГУ. М.: НИИМАШ, 1982. 44 с.
Кузнецов Ю. И., Маслов А. Р., Байков А. Н. Оснастка для станков с ЧПУ: Справочник. М.: Машиностроение, 1983. 359 с.
Применение механизированных универсально-сборных приспособлений на станках с ЧПУ: РТМ 2П27—2—79. М.: НИИМАШ, 1980. 36 с.
Сафраган Р. Э., Кузнецов Ю. И., Гончаренко Б. А. Технологическая подготовка производства для применения станков с ЧПУ. Киев.: Техшка, 1981. 210 с.
Технологическая оснастка многократного применения/Под ред. Д. И. Полякова— М.: Машиностроение, 1981. 404 с.
Шарин Ю. С. Обработка деталей на станках с ЧПУ. М.: Машиностроение, 1983. 117 с.
Шарин Ю. С Технологическое обеспечение на станках с ЧПУ. М.: Машиностроение, 1986. 174 с.