

1.4.4. Специализированные наладочные приспособления для станков фрезерно-сверлильно-расточной группы
Специализированные наладочные приспособления применяют на фрезерно-сверлильных и многоцелевых станках с ЧПУ в серийном и крупносерийном производстве для установки родственных по конфигурации деталей. Специализированное наладочное приспособление состоит из базовой части — комбинированного трехкулачкового патрона (рис. 1.18, а) и комплекта сменных наладок, кулачков, опор и тяг, предназначенных для установки заготовок деталей типа фланцев, втулок, колец при обработке отверстий на сверлильных станках с ЧПУ. В корпус 5 патрона встроен гидроцилиндр 7 двустороннего действия, поршень 4 которого соединен посредством трех рычагов 3 с основаниями 2 кулачков. Патрон базируется относительно паза стола станка штырями 6. Масло в гидроцилиндр от источника давления поступает через быстроразъемные муфты 8 и 9. Сменные наладки-кулачки устанавливаются по зубьям оснований 2 кулачков, а опоры — по Т-образным пазам. Для закрепления заготовок сверху быстросъемной шайбой посредством тяги последняя ввинчивается во вкладыш, устанавливаемый в выточку отверстия штока 4 поршня гидроцилиндра. Точное расстояние торцов полок 1 от патрона позволяет устанавливать на станке два патрона вплотную для обработки по программе двух заготовок.
Примеры компоновок специализированных наладочных приспособлений показаны на рис. 1.18,6—д. Заготовка 2 устанавливается на опорные планки, центрируется и закрепляется тремя кулачками 3 (см. рис. 1.18,6) (на боковой проекции кулачки условно повернуты). Заготовка 1 центрируется по внутренней цилиндрической поверхности сменными наладками — кулачками 2 (см. рис. 1.18, в). Заготовка 1 устанавливается по торцу и отверстию на втулку 2. Зажим заготовки сверху осуществляется через откидную шайбу 3 тягой 4, ввинчиваемой во вкладыш 5 штока 6 гидроцилиндра (см. рис. 18,г). Если заготовка 1 устанавливается на цангу 2, то зажим ее осуществляется через шайбу 3 тягой 4, ввинчиваемой во вкладыш 6 штока 7 гидроцилиндра. При перемещении штока головка тяги 4 нажимает на цангу 2, перемещая ее относительно конусной вставки 5. При этом цанга, разжимаясь, центрирует, а затем закрепляет заготовку (см. рис. 1.18,5).
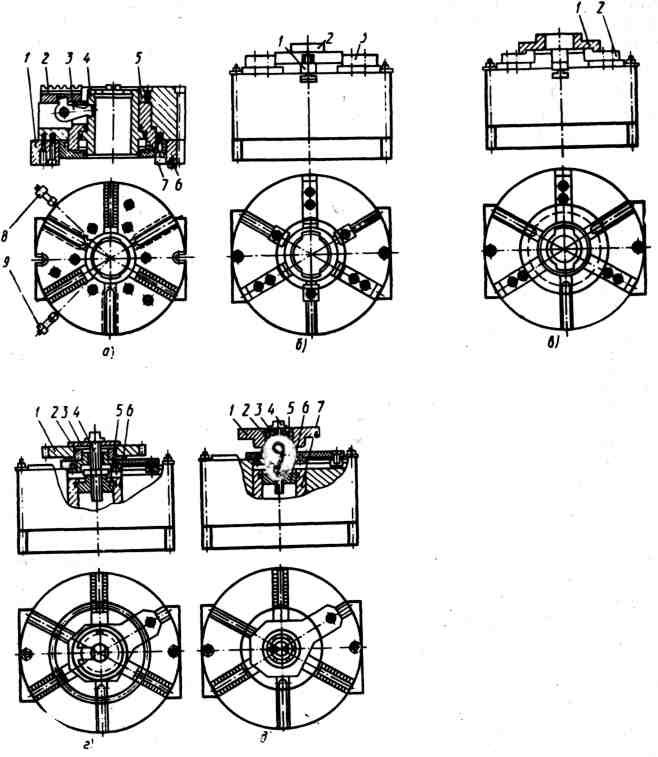
Рис. 1.18. Специализированные наладочные приспособления для установки заготовок деталей типа фланцев
В серийном производстве при обработке на станках с ЧПУ заготовок небольших размеров несколькими инструментами эффективно использовать многоместные специализированные наладочные приспособления с последовательной обработкой заготовок одним из нескольких инструментов. Вначале одним из инструментов последовательно обрабатываются одинаковые поверхности во всех заготовках, затем осуществляется смена инструмента и обработка им этих же или других поверхностей и т. д. Такой способ обработки резко сокращает время, затрачиваемое на дополнительные перемещения (позиционирование) стола станка. Однако это время будет значительно меньше, чем время, затрачиваемое на смену инструмента. При этом увеличивается точность обработки, поскольку точность позиционирования стола выше точности повторной установки инструмента. Уменьшается также износ хвостовиков инструмента и корпусного отверстия шпинделя станка. Так, например, при обработке трех отверстий во фланцах тремя инструментами в одноместном приспособлении необходимо 9 раз произвести смену инструмента. При обработке этих отверстий в 10-местном приспособлении каждого отверстия последовательно одним инструментом требуется менять инструмент вместо 9 раз всего лишь 3 раза.