

4.4 Параметры инструмента. Расчёт сил, действующих на инструмент
Для переходов используется инструмент, характеристики которого представлены на рисунке 4.9

Рисунок 4.9. Характеристики инструмента
Значения сил, действующих на инструмент по переходам, представлены на рисунках 4.10, 4.11 и 4.12.

Рисунок 4.10. Силы первого перехода

Рисунок 4.11. Силы второго перехода

Рисунок 4.12. Силы третьего перехода

Рисунок 4.13. График скоростей по переходам

Рисунок 4.14. График времени 1 по переходам
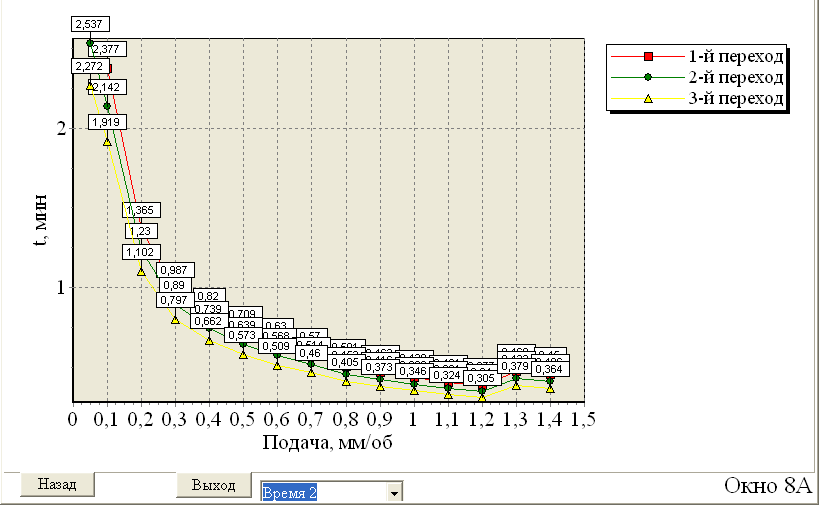
Рисунок 4.15. График времени 2 по переходам

Рисунок 4.16. График сил по переходам

Рисунок 4.17. График прогиба 1 по переходам

Рисунок 4.18. График прогиба 2 по переходам
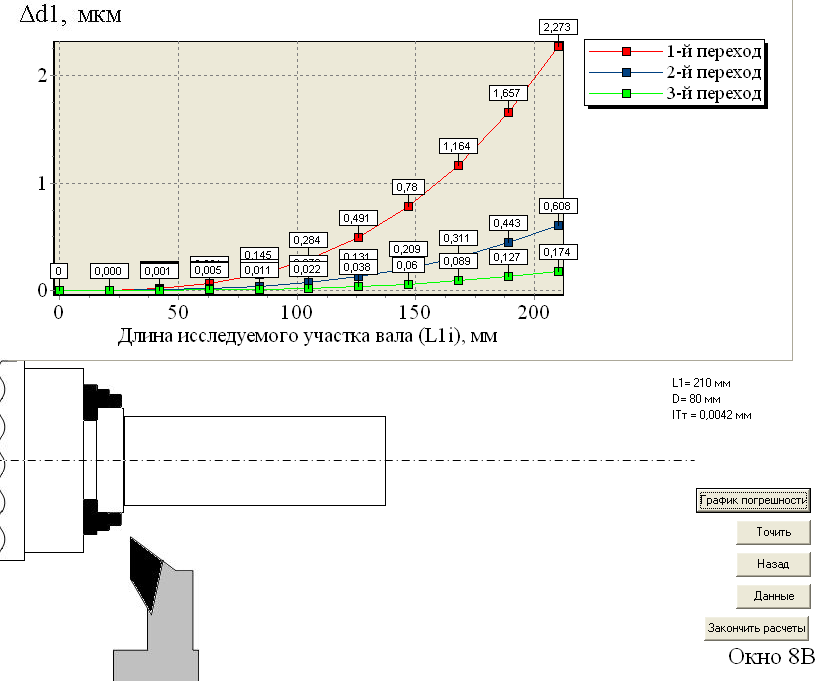
Рисунок 4.19. График погрешностей при точении вала при консольном варианте закрепления
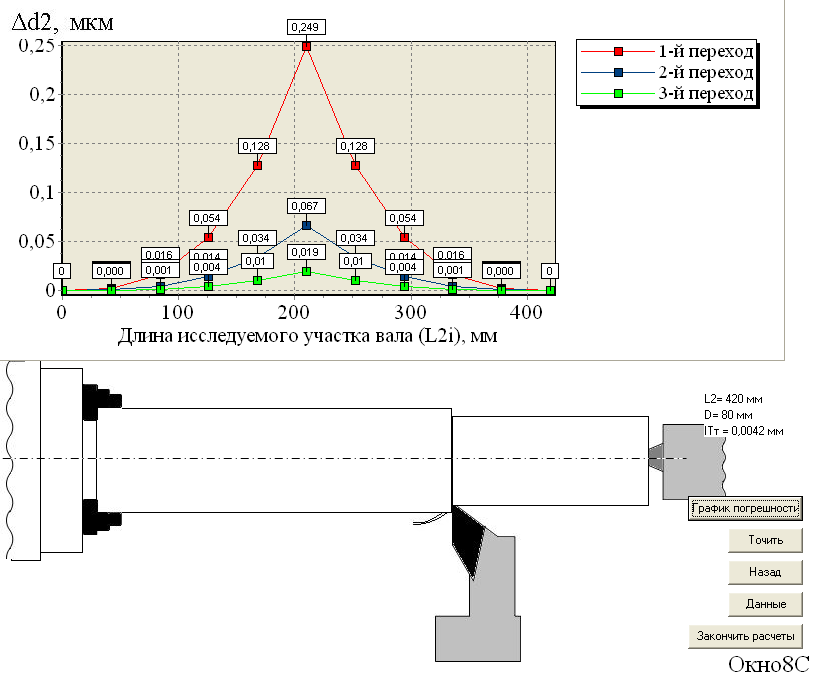
Рисунок 4.20. График погрешностей при точении вала при двухопорном варианте закрепления
Вывод: для консольного вида закрепления при тонком сечении при подаче 0,1 мм/об и глубине резания 0,12 мм, прогиб составил 0,174 мкм, что меньше заданного допуска на 6 мкм. По этому, для эффективного использования оборудования можно увеличить подачи до 0,25 мм/об (если данная подача есть на станке), что сократит время на обработку заданной поверхности. Для двухопорного закрепления при тонком точении при подаче 0,1 мм/об и глубине резания 0,12 мм, прогиб составил 0,038 мкм, что меньше заданного допуска на 6 мкм. По этому, для эффективного использования оборудования можно увеличить подачи до 0,25 мм/об (если данная подача есть на станке), что сократит время на обработку заданной поверхности. Точение при консольном варианте закрепления предпочтительнее, чем при двухопорном, так как можно точить с большими подачами, сокращая тем самым время обработки по сравнению с теми же этапами, что и при двухопорном виде закрепления не превышая допустимого значения прогиба вала, так как вылет детали при консольном закреплении меньше 96мм, чем при двухопорном – 180.
5 Проектирование технологии блока зубчатых колёс в аскон компас «Вертикаль»
«АСКОН САПР ВЕРТИКАЛЬ» обеспечивает качественно новый уровень автоматизации труда сотрудников и руководителей технологических отделов, объединяя всех специалистов по технологической подготовке производства в единое информационное пространство предприятия.
На промышленном предприятии технологическая подготовка определяет не только скорость и качество запуска новых изделий в производство. Достоверность и полнота информации, получаемой на этапе технологической подготовки, во многом гарантирует эффективность планирования и управления ресурсами предприятия. На каком оборудовании обрабатывать деталь, сколько необходимо заказать материала, инструмента, сколько времени и ресурсов уйдет на изготовление деталей и сборку изделия — САПР техпроцессов позволяет оперативно получить и обработать подобную информацию. Столь существенная роль технологии, как источника данных об изделии и производстве, предопределяет важнейшее положение, которое занимают технологические САПР в продуктовом портфеле «АСКОН ВЕРТИКАЛЬ».
Запускаем программу АСКОН «Вертикаль. Перед нами появляется рабочее окно. Нажимаем на вкладку «Создать» – открывается окно и выбираем «ТП на деталь».
Теперь загружаем чертеж детали. Выбираем вкладку «Чертеж» и выбираем нужный файл. Затем нажимаем вкладку «Получить данные с чертежа»
В этом меню нужно выбрать соответствующие параметры. В данном случае указываем: Наименование – Блок зубчатых колёс; Обозначение – Разработка технологии и средств технологического оснащения для изготовления блока зубчатых колёс.
Теперь приступаем к редактированию справочников по детали. Первый справочник «Наименование детали» пропускаем так как в этот справочник информация уже была занесена при импортировании данных с чертежа. В справочнике «Основной материал» выбираем материал заготовки: Сталь 40ХЛ. Для этого щелкаем по справочнику «Основной материал» находим и выбираем из списка материалов необходимый(Сталь 40ХЛ) и нажимаем кнопку «Выбрать».
Выбираем тип производства. Для данной детали выберем «Среднесерийное».
Приступим к непосредственной разработке ТП. Для этого щелкаем по наименованию детали «Блок зубчатых колёс». Разработка технологии и средств технологического оснащения для изготовления блока зубчатых колёс. Щелкая левой кнопкой мыши, открываем меню, в котором выбираем «Добавить операцию». [3]
Дерево операций для детали «блок зубчатых колёс» приведено на рисунках 5.1, 5.2 и 5.3.

Рисунок 5.1. Дерево операций для детали «блок зубчатых колёс»

Рисунок 5.2. Дерево операций для детали «блок зубчатых колёс»

Рисунок 5.3. Дерево операций для детали «блок зубчатых колёс»
Комплект технологических карт, чертежей и эскизов приложен к курсовой работе.