

Сварочное оборудование
В состав сварочных установок входят собственно сварочное оборудование - автоматы, полуавтоматы, источники питания и различного рада механическое оборудование, служащее для крепления и поворота свариваемых изделий, для перемещения изделия в направлении сварки, а также для установки и перемещения сварочных аппаратов и перемещения сварщиков.
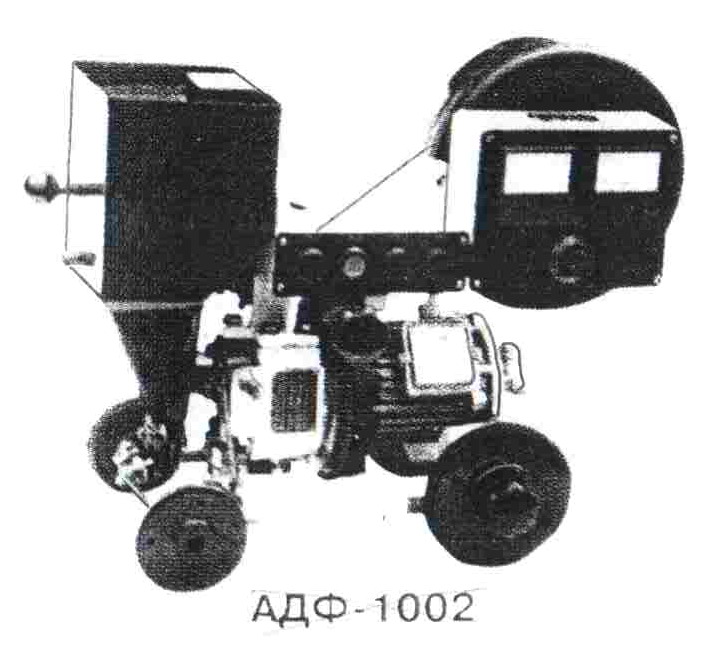
А втомат
тракторного типа АДФ-1002
(рисунок 1). Автомат предназначен для
сварки под флюсом на переменном токе и
перемещается непосредственно по
поверхности изделия. Он обладает
небольшой массой, малыми размерами и
высокой мобильностью, обеспечиваемой
простотой его переноски на новое место
сварки.
втомат
тракторного типа АДФ-1002
(рисунок 1). Автомат предназначен для
сварки под флюсом на переменном токе и
перемещается непосредственно по
поверхности изделия. Он обладает
небольшой массой, малыми размерами и
высокой мобильностью, обеспечиваемой
простотой его переноски на новое место
сварки.
Подача электродной проволоки и перемещение трактора по поверхности изделия обеспечивается от одного приводного электродвигателя переменного тока. Скорость подачи и сварки настраивается с помощью сменных шестерен. Передачи механизмов подачи проволоки и перемещения трактора размещены в одном корпусе, который является несущей конструкцией трактора. К корпусу крепятся мундштуки, кассета с электродной проволокой, бункер для флюса, пульт управления.
Автомат тракторного типа АДФ-1002 позволяет выполнять сварку стыковых швов с разделкой кромок и без нее, угловых швов наклонным электродом и нахлесточных соединений. Швы могут быть прямолинейными и круговыми, в том числе на поверхности цилиндрических изделий и внутри, с минимальным внутренним диаметром изделия 1200 мм. При сварке круговых швов трактор движется по поверхности изделия со скоростью, равной линейной скорости изделия. Так как строго одинаковые скорости обеспечить достаточно сложно, то практически скорость трактора выбирают несколько меньшей скорости изделия, и возникающее отставание трактора компенсируют периодическими остановками изделия без остановки трактора, следовательно, без нарушения процесса сварки.
Высокая степень универсальности трактора АДФ-1002 достигается благодаря наличию комплекта сменных элементов.
Техническая характеристика автомата АДФ-1002 представлена в таблице 1.
Таблица 1 – Техническая характеристика сварочного автомата АДФ-1002
Характеристика |
Значение |
Номинальное напряжение питающей сети при частоте 50 Гц, В |
380 |
Номинальный сварочный ток, А |
1000 |
Род тока |
Переменный |
Продолжительность включения (ПВ), % |
100 |
Диаметр электродной проволоки, мм |
2,0 - 5,0 |
Количество электродов, шт |
1 |
Скорость подачи электродной проволоки, м/ч |
60 - 360 |
Способ регулирования скорости подачи |
Ступенчато |
Тип подачи |
Независимый |
Скорость сварки, м/ч |
12 - 80 |
Вид внешней характеристики |
Жесткая |
Пределы регулирования: сварочного тока, А рабочего напряжения, В |
300 - 1200 30 - 56 |
Масса, кг |
45 |
Напряжение холостого хода, В |
120 |
Номинальная мощность, кВ∙А |
125 |
Габаритные размеры, мм |
715 х 345 х 540 |
|
Рисунок - Автомат тракторного типа АДФ-1002 |


Подвесной сварочный автомат А-1416
Подвесной самоходный сварочный автомат А-1416 предназначен для электродуговой сварки низкоуглеродистых и среднеуглеродистых сталей плавящимся электродом под флюсом на постоянном токе с независимой от параметров дуги скоростью подачи электродной проволоки и скоростью сварки.
Глубокое регулирование скорости подачи электродной проволоки и скорости сварки, получаемое сменными шестернями, обеспечивает широкий диапазон применения автомата. Комплектуется источником ВДУ 1202. Технические характеристики сварочного автомата приведены в таблице 2.
Таблица 2 – Технические характеристики сварочной головки А-1416
Наименование параметра |
Значение |
Напряжение питающей сети трехфазного тока, V |
380 |
Частота питающей сети, Нг |
50 |
Номинальный сварочный ток, А: |
|
при ПВ = 100% |
1000 |
при ПВ = 60% |
500 |
Количество электродов, шт |
1 |
Диаметр электродной проволоки, мм |
2-5 |
Скорость подачи электродной проволоки, м/ч |
47-509 |
Регулирование скорости подачи электродной проволоки и скорости сварки |
ступенчатое |
Скорость сварки, м/ч |
12-120 |
Маршевая скорость, м/ч |
950 |
Вертикальное перемещение сварочной головки: |
|
ход, мм |
75 |
скорость |
от руки |
Регулировка (ручная) угла наклона электрода к вертикали, град. |
± 25 |
Способ слежения за стыком |
световой указатель |
Флюсоаппаратура: |
|
вместимость, дм3 |
25 |
расход воздуха, м3/ч |
30 |
высота всасывания флюса, м |
2 |
Вместимость кассеты для проволоки, кг |
30 |
Емкость бункера для флюса, дм.куб. |
10 |
Габаритные размеры, мм |
960x860x1860 |
Масса, кг |
1460 |

Рисунок 8 – Сварочный автомат А-1416
Сварочный трактор АДФ-1250
Сварочный трактор АДФ-1250 предназначен для сварки и наплавки изделий из малоуглеродистых сталей под флюсом. Сварка осуществляется на постоянном токе стальной электродной проволокой. Сварочный трактор производит сварку соединений встык с разделкой и без разделки кромок, угловых швов наклонным электродом, а также нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. Трактор в процессе работы передвигается по изделию или по уложенной на нем направляющей линейке. Комплектуется источником ВДУ 1202.

Рисунок 9 – Сварочный автомат АДФ-1250
Технические характеристики сварочного автомата АДФ-1250 приведены в таблице 3.
Таблица 3 – Технические характеристики сварочного автомата АДФ-1250
Наименование параметра |
Значение |
Номинальный сварочный ток при ПВ=100%, А |
1250 |
Род тока |
постоянный |
Потребляемая мощность отпитающей сети, ВА, не более |
400 |
Пределы регулирования сварочного тока, А |
250-1250 |
Диаметр электродной проволоки, мм |
2-6 |
Скорость подачи электродной проволоки, м/ч |
12-360 |
Скорость сварки, м/ч |
15-100 |
Угол поворота сварочной головки вокруг вертикальной оси |
|
Угол поворота сварочной головки вокруг горизонтальной оси |
|
Угол отклонения оси токоподвода от вертикальной оси |
0-45о (вперед) |
Вертикальный сдвиг подающего устройства, мм |
2-6 |
Горизонтальный сдвиг подающего устройства перпендикулярно шву, мм |
100 |
Межосевое расстояние колес, мм |
375 |
Колесная колея, мм |
290 |
Вместимость кассеты для проволоки, кг |
30 |
Емкость бункера для флюса, дм.куб |
10 |
Габаритные размеры, мм: |
|
длина |
1320 |
ширина |
630 |
высота |
980 |
Масса трактора без электродной проволоки и флюса, кг, не более |
145 |