

6 Нормирование технологических показателей работы грузового фронта на распределительном холодильнике
Четвёртый раздел курсового проекта выполняется вне зависимости от предыдущих разделов. При этом технологические сроки оборота вагонов на грузовом фронте холодильника нормируют в соответствии с максимальным суточным вагонопотоком по прибытию (в данном случае только выгрузка) в последовательности, подробно изложенной в [2, гл. 6.5] или [3, разд. 6].
В пункте «4.1 Порядок подачи вагонов на грузовой фронт» нормируют: максимальный размер суточной выгрузки вагонов (Uв), количество подач вагонов на грузовой фронт в течение суток под выгрузку (kпод), интервал между подачами-уборками вагонов (I), количество вагонов в подаче (mпод) и вместимость грузового фронта (mф). Нормирование этих показателей, кроме mф, поясняется в примерах 32–35. Величину mф нормируют по полезной длине железнодорожной экспедиции склада, в курсовом проекте mф задана.
Пример 32
Определить максимальный суточный объём выгрузки рыбных грузов (Uв) на многоэтажном распределительном холодильнике применительно к заданию (см. прил. А):
![]() ,
,
где F{} – логическая операция округления результата вычислений до целого значения в бóльшую сторону; Qг – годовой объём переработки рыбной продукции на рассматриваемом грузовом фронте (в данном случае выгрузка груза из вагонов), Qг = 60 т/год; м – коэффициент максимальной месячной неравномерности [3, прил. 13 (применительно к сентябрю)], м = 1,3; αс = 2 (рекомендуется брать среднее значение между 1,5 и 2,5); p – заданная средняя статическая нагрузка вагона, p = 40 т/ваг.
Тогда Uв = F{(60 1,3 2) : (365 40)} = F{10,68} = 11 (ваг./сут.).
Пример 33
Определить количество подач вагонов на грузовой фронт холодильника (kпод) применительно к заданию (см. прил. А):
![]() ,
,
где F{} – логическая операция округления результата вычислений до целого значения в бóльшую сторону; Uв – максимальный суточный объём выгрузки рыбных грузов Uв = 11 ваг.(см. прим. 32); mф – величина фронта подачи вагонов по заданию, mф = 4 ваг.; kм – максимальное количество подач вагонов на грузовой фронт за сутки, зависящее от числа смен работы холодильника и варианта обслуживания грузового фронта по суточному плану-графику работы станции, kм = 4 под./сут. (здесь число смен работы грузового фронта не задано, поэтому принято максимально возможное значение).
Тогда kпод = F{(11:4} = F{2,75} = 3 (под./сут.), что меньше 4. Условие выполняется, а рассматриваемый холодильник может работать как в две смены по 8 ч, так и в две смены круглосуточно по 12 ч (единые смены с железной дорогой).
Пример 34
Определить расчётный интервал между подачами вагонов на грузовой фронт холодильника (I) применительно к заданию (см. прил. А):
![]() ,
,
где Тсм – продолжительность рабочей смены, Тсм = 8 ч; t – время, отводимое на обеденный перерыв, приём и сдачу смены, t = 2 ч; fсм – количество смен работы грузового фронта в сутки, fсм = 2 (см. прим. 33); kпод – количество подач вагонов на грузовой фронт, kпод = 3 (см. там же.)
Тогда I = (8 – 2) 2 : 3 = 4 (ч).
Пример 35
Определить расчётное количество вагонов в подаче на грузовой фронт холодильника (mпод) применительно к заданию (см. прил. А) и результатам из примеров 32 и 34:
![]() ,
,
где Uв, kпод и mф – величины, определённые в примерах 32 и 33.
Тогда mпод = F{11 : 3} = 4. Условие mп mф соблюдается.
В пункте «4.2 Порядок обработки вагонов на грузовом фронте» сначала анализируют заданную технологию выполнения перегрузочных операций и в виде схемы (рисунок 3) заносят в пояснительную записку. Затем нормируют производительность технологической линии (Пт.л), количество вагонов, обрабатываемых одной технологической линией (mт.л), величину фронта одновременной выгрузки вагонов (mо).
Пример 36
Описать технологический процесс выполнения перегрузочных операций с тарно-штучными грузами на многоэтажном распределительном холодильнике применительно к заданию (см. прил. А) и определить показатели работы технологической линии.
На многоэтажном распределительном холодильнике производят перегрузку рыбы из изотермического вагона в холодильную камеру, расположенную на одном из этажей (см. рис. 3). Технологическая схема перегрузочных работ одинакова во всех вариантах заданий.
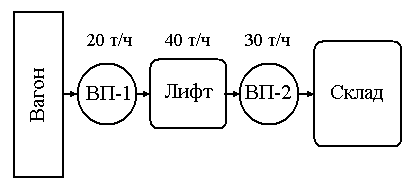
Рисунок 3 – Вариант технологической линии по разгрузке вагона на склад многоэтажного распределительного холодильника:
ВП – вилочный погрузчик
Ящики с рыбой укладывают в вагоне на плоские поддоны. На операции «вагон – лифт» используют один вилочный погрузчик производительностью 20 т/ч, на операции «лифт – холодильная камера» – один вилочный погрузчик производительностью 40 т/ч. Производительность лифта – 30 т/ч. Поскольку все операции выполняются последовательно, лимитирующим звеном в технологической линии является работа бригады грузчиков и вилочного погрузчика на вагонной операции. В рассмотренном примере производительность технологической линии равна 20 т/ч.
Из рисунка 3 очевидно, что одна технологическая линия одновременно обрабатывает только один вагон, mт.л = 1. Величину фронта одновременной выгрузки вагонов (mо) определяют по формуле:
mо = Аnо,
где А – количество вагонов, одновременно обрабатываемых через один вестибюль, который соединяет железнодорожную и автомобильную экспедиции холодильника по первому этажу, А = 2 (нормативный показатель) [3, разд. 6] или [2, глава. 10.2]; nо – заданное количество вестибюлей на грузовом фронте, nо = 2.
Тогда mо = 2 2 = 4 (вагона).
В пункте «4.3 Продолжительность обработки вагонов на грузовом фронте» нормируют продолжительность выгрузки одного вагона (ваг) и всей поданной партии вагонов в подаче (под). При этом
![]() ;
(1)
;
(1)
![]() ,
(2)
,
(2)
где р, mт.л, Пт.л, mпод, mо, I – величины, обозначенные ранее; всп – продолжительность вспомогательных операций на обработку каждого вагона, которые не входят в рабочий цикл перегрузочного оборудования (открытие и закрытие дверей вагона, снятие и навешивание закруток и пломб на дверях, установка и снятие креплений груза, переходных мостков, очистка вагона), величину всп можно принять равной 0,5…0,8 ч; н – нормативная продолжительность обработки вагонов по фронту одновременной выгрузки, ч [3, прил. 14]; F{} – логическая операция округления результата вычислений до целого значения в бóльшую сторону, что объясняется этапностью обработки подачи; п.з – продолжительность подготовительно-заключительных операций, связанных с обработкой всей подачи (приёмка и сдача вагонов, технологическое передвижение вагонов вдоль фронта и т. п.), величину п.з можно принять равной 0,4…0,7 ч.
Если ваг н, то необходимо рассмотреть другой вариант перегрузочных работ, имеющий бόльшую производительность. В курсовом проекте это допускается делать в упрощённом виде путём усиления производительности лимитирующего звена в заданной технологической линии, включением в это звено дополнительного вилочного погрузчика.
В результате расчёта может оказаться, что значение под превышает ранее установленный интервал между подачами (I). Это означает, что грузовой фронт с работой не справляется. Тогда необходимо выполнить перерасчёт установленных ранее нормативов работы грузового фронта, применив более совершенную технологию обработки вагонов, или подвергнуть корректировке (по согласованию с преподавателем) некоторые исходные данные.
Пример 37
Определить продолжительность разгрузки одного вагона на грузовом фронте распределительного холодильника применительно к заданию (см. прил. А) и результатам из примеров 32–36.
В расчёте по формуле (1) принято: р = 40 т/ваг. (по заданию), mт.л = = 1 ваг. (см. прим. 36), Пт.л = 20 т/ч (см. там же),всп = 0,5 ч, н = 2,2 ч [3, прил. 14].
Тогда ваг = 40 1 : 20 + 0,5 = 2,5 (ч). Условие (см. формулу (1)) не соблюдается. В лимитирующее звено технологической линии следует добавить один вилочный погрузчик. Тогда производительность технологической линии увеличится до 30 т/ч, а ваг2 = 40 1 : 30 + 0,5 = 1,8 (ч).
Пример 38
Определить продолжительность простоя всей подачи вагонов на грузовом фронте распределительного холодильника применительно к заданию (см. прил. А) и результатам, полученным в примерах 32–37.
В расчёте по формуле (2) принято: mпод = 4 ваг. (см. прим. 35), mо = = 4 ваг. (см. прим. 36), mт.л = 1 ваг. (см. прим. 36),ваг2 = 1,8 ч; п.з = 0,5 ч, I = 4 ч (см. прим. 34).
Тогда под = F{4 : 4} 1,8 + 0,5 = 2,3 (ч). Условие (см. формулу (2)) соблюдается.
В пункте «4.4 Требуемое количество средств механизации» нормируют требуемое количество технологических линий (формула (3)) и средств механизации для обработки вагонов в нормативные сроки (формула (4)).
![]() (3)
(3)
Z = Zт.л · Nт.л , (4)
где Zт.л – количество средств механизации, работающих в одной технологической линии.
Принимая во внимание (см. рис. 3), что во всех вариантах заданий mт.л = 1, Nт.л = mо, т. е. Nт.л равно количеству одновременно обрабатываемых вагонов, а Zт.л = ВП-1 + Л + ВП-2. Однако в процессе нормирования возможна корректировка количества средств механизации на одной технологической линии, как было показано в примере 37. Там Zт.л = 2ВП-1 + Л + + ВП-2. Тогда для примера 37 требуемое количество средств механизации для обработки всей подачи вагонов составит Z = 4(2ВП-1 + Л + ВП-2).