

1.3. Порядок выполнения работы
Данная лабораторная работа предполагает выполнение следующих этапов:
1). Изучить методические указания к лабораторной работе.
2). Пройти собеседование с преподавателем и получить задание для выполнения работы.
3). Построить расчетно-технологическую карту обработки заданной детали по выделенному контуру.
4). Произвести расчет координат опорных точек на контуре детали.
5). На основе полученных значений координат опорных точек на контуре детали аналитически определить координаты опорных точек на эквидистанте.
6). Оформить и защитить отчет по лабораторной работе.
1.4. Варианты заданий
В качестве вариантов заданий для выполнения данной лабораторной работы предлагаются эскизы обрабатываемых деталей (рис. 1.9 – 1.13), на которых выделен красным цветом обрабатываемый контур. Размеры указанных деталей для различных вариантов задания представлены в табл. 1.1 – 1.5.
Обработка должна быть произведена путем однократного прохода инструментом по контуру детали. При этом наружный и внутренний контуры детали обрабатываются разными инструментами, то есть обработка осуществляется за два перехода.
Плоские детали должны быть обработаны на фрезерном станке с помощью концевых фрез. Радиусы концевых фрез принять меньше, чем радиусы обрабатываемых ими элементов контура. Детали типа тел вращения обрабатываются на токарном станке с помощью контурных резцов. Радиусы скругления при вершине контурных резцов принять равными 0,1 – 0,5 мм.
Величины недоходов и перебегов режущих инструментов принять равными 1 – 5 мм.
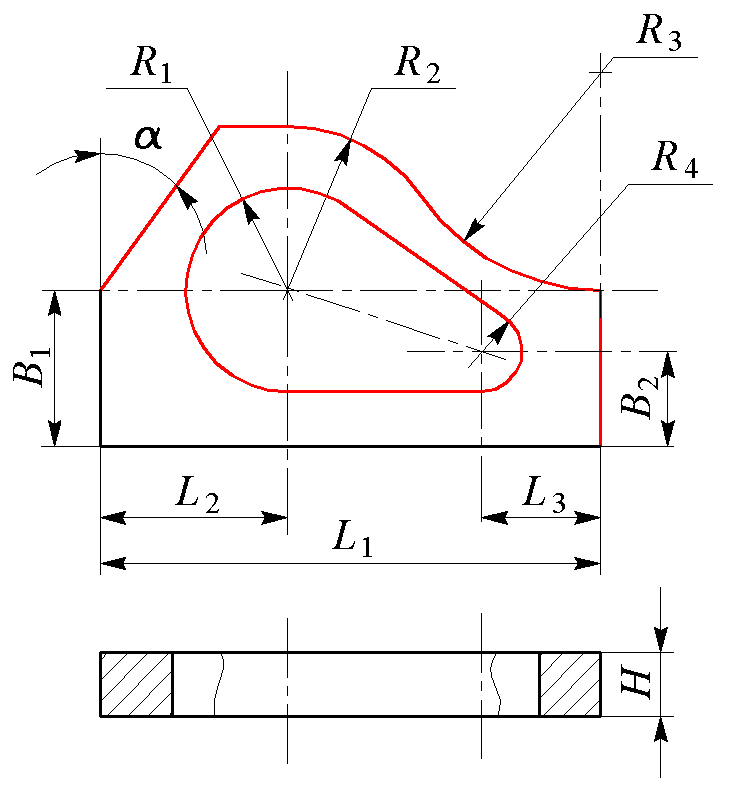
Рис. 1.9. Эскиз обрабатываемой детали для вариантов 1, 6, 11, 16, 21
Таблица 1.1
Размеры обрабатываемой детали для вариантов 1, 6, 11, 16, 21
Размер, мм |
Вариант |
||||
1 |
6 |
11 |
16 |
21 |
|
L1 |
105 |
108 |
114 |
118 |
125 |
L2 |
35 |
33 |
37 |
40 |
39 |
L3 |
20 |
23 |
25 |
28 |
30 |
R1 |
20 |
24 |
25 |
26 |
28 |
R2 |
35 |
40 |
42 |
43 |
46 |
R3 |
40 |
42 |
48 |
47 |
53 |
R4 |
15 |
18 |
14 |
20 |
22 |
В1 |
30 |
32 |
30 |
32 |
36 |
В2 |
22 |
25 |
20 |
25 |
28 |
H |
10 |
8 |
12 |
14 |
10 |
α |
40º |
45º |
40º |
45º |
40º |
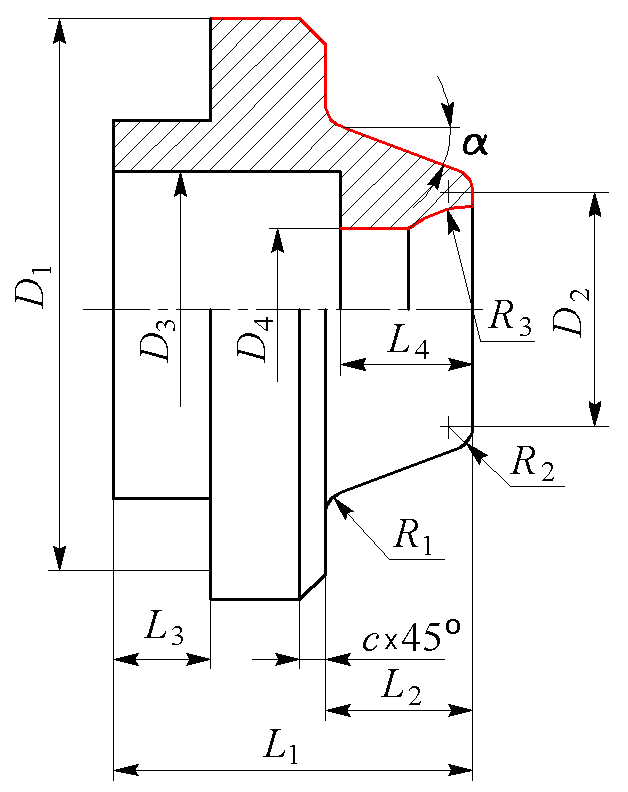
Рис. 1.10. Эскиз обрабатываемой детали для вариантов 2, 7, 12, 17, 22
Таблица 1.2
Размеры обрабатываемой детали для вариантов 2, 7, 12, 17, 22
Размер, мм |
Вариант |
||||
2 |
7 |
12 |
17 |
22 |
|
L1 |
60 |
62 |
68 |
65 |
70 |
L2 |
32 |
40 |
35 |
37 |
40 |
L3 |
15 |
18 |
20 |
15 |
15 |
L4 |
25 |
30 |
28 |
25 |
28 |
R1 |
3 |
4 |
3 |
3 |
4 |
R2 |
4 |
3 |
4 |
3 |
4 |
R3 |
21 |
24 |
20 |
25 |
20 |
D1 |
90 |
90 |
94 |
86 |
90 |
D2 |
44 |
52 |
45 |
54 |
55 |
D3 |
26 |
30 |
28 |
31 |
33 |
D4 |
18 |
20 |
16 |
20 |
18 |
c |
2 |
3 |
2 |
2 |
3 |
α |
12º |
14º |
12º |
15º |
15º |
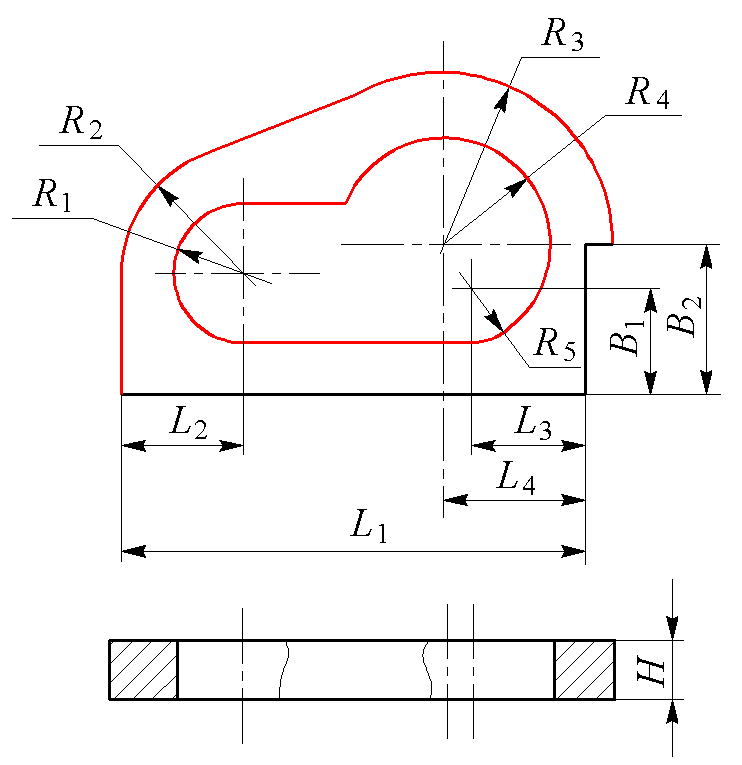
Рис. 1.11. Эскиз обрабатываемой детали для вариантов 3, 8, 13, 18, 23
Таблица 1.3
Размеры обрабатываемой детали для вариантов 3, 8, 13, 18, 23
Размер, мм |
Вариант |
||||
3 |
8 |
13 |
18 |
23 |
|
L1 |
135 |
108 |
110 |
106 |
88 |
L2 |
25 |
15 |
18 |
23.5 |
15.5 |
L3 |
26 |
27 |
30 |
30 |
21.5 |
L4 |
33 |
33 |
35 |
37 |
25 |
R1 |
17 |
12 |
15 |
20 |
11 |
R2 |
25 |
16 |
20 |
24 |
16 |
R3 |
30 |
33 |
35 |
37 |
25 |
R4 |
20 |
22 |
25 |
28 |
15 |
R5 |
16 |
9 |
13 |
18 |
10 |
В1 |
16 |
18.5 |
25.5 |
25 |
17.5 |
В2 |
19.5 |
30 |
36 |
34 |
22 |
H |
12 |
10 |
8 |
12 |
10 |
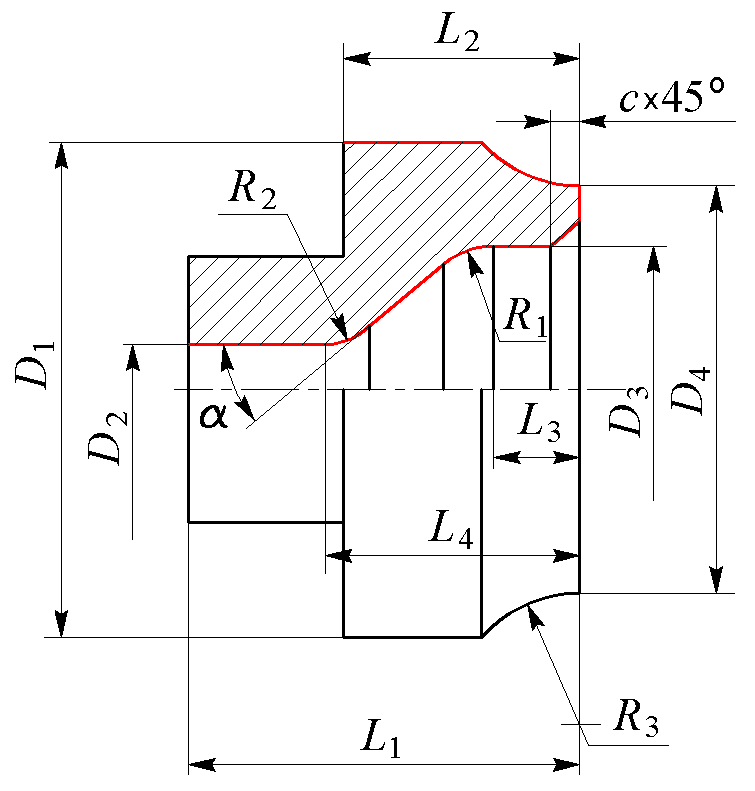
Рис. 1.12. Эскиз обрабатываемой детали для вариантов 4, 9, 14, 19, 24
Таблица 1.4
Размеры обрабатываемой детали для вариантов 4, 9, 14, 19, 24
Размер, мм |
Вариант |
||||
4 |
9 |
14 |
19 |
24 |
|
L1 |
70 |
65 |
64 |
60 |
65 |
L2 |
40 |
36 |
36 |
30 |
42 |
L3 |
15 |
15 |
15 |
14 |
15 |
L4 |
46 |
40 |
40 |
36 |
48 |
R1 |
2 |
2 |
3 |
2 |
3 |
R2 |
2 |
2 |
3 |
2 |
3 |
R3 |
10 |
10 |
20 |
30 |
40 |
D1 |
86 |
90 |
90 |
88 |
92 |
D2 |
16 |
20 |
20 |
14 |
22 |
D3 |
46 |
48 |
48 |
40 |
50 |
D4 |
64 |
68 |
68 |
64 |
70 |
c |
3 |
2 |
3 |
2 |
3 |
α |
25º |
22º |
30º |
30º |
25º |
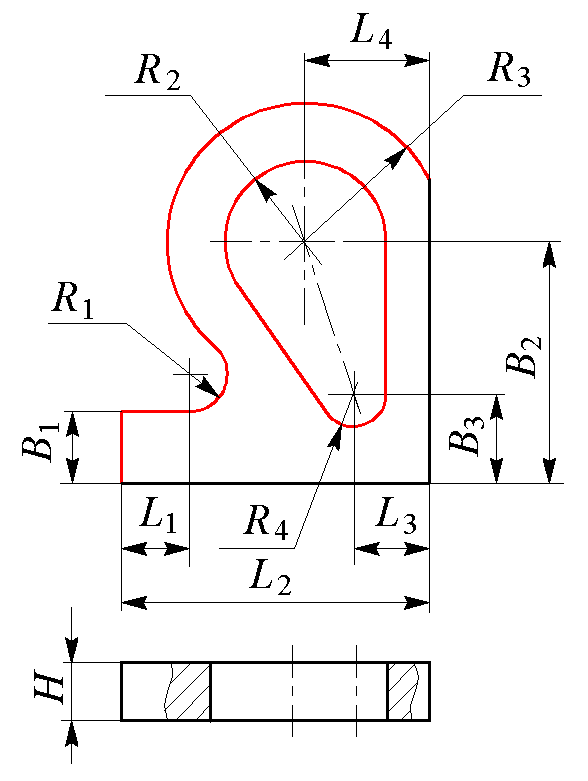
Рис. 1.13. Эскиз обрабатываемой детали для вариантов 5, 10, 15, 20, 25
Таблица 1.5
Размеры обрабатываемой детали для вариантов 5, 10, 15, 20, 25
Размер, мм |
Вариант |
||||
5 |
10 |
15 |
20 |
25 |
|
L1 |
9 |
10 |
10 |
14 |
9 |
L2 |
37 |
40 |
35 |
44 |
38 |
L3 |
9 |
11 |
9 |
11 |
10 |
L4 |
15 |
18 |
15 |
19 |
14 |
R1 |
5 |
6 |
5 |
6.5 |
5 |
R2 |
10 |
12 |
12 |
14 |
15 |
R3 |
16 |
19 |
16 |
20 |
8 |
R4 |
4 |
5 |
5.5 |
5 |
3.5 |
В1 |
9 |
11 |
10 |
11 |
8.5 |
В2 |
31 |
34 |
33 |
34 |
30 |
В3 |
12 |
14 |
13 |
15 |
11.5 |
H |
12 |
9 |
10 |
9 |
8 |