

Механическая обработка
Обработка металлов резанием - это обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоев материала с образованием стружки.
Процесс резания подразделяется на:
точение,
фрезерование
сверление,
строгание,
долбление,
протягивание,
прошивание,
шлифование
отделочные методы обработки.
Точение в свою очередь подразделяется на:
обтачивание,
растачивание,
подрезание,
разрезание.
Сверление:
рассверливание,
зенкерование,
зенкование,
развертывание,
цекование.
Отделочные методы:
полирование,
доводка,
притирка,
хонингование,
суперфиниширование,
алмазное точение
шлифование,
шевингование.
Перечислены только наиболее широко применяемые виды обработки.
Процесс резания удобно рассмотреть на примере точения при снятии определенного слоя металла.

Обозначения:
РZ - сила резания,
Рх - сила подачи,
Ру - радиальная сила,
t - глубина резания,
t = 0,5 (Д - До) мм,
n - частота вращения шпинделя, об/мин.,
S - подача резца в мм на один оборот заготовки,
V -скорость резания, м/мин.,

Для станков с ЧПУ [V] = мм/мин.
Рz = Ср tх Sу , где: Ср, х, у - коэфициенты, зависящие от механических свойств материала и приведены в нормативных материалах.
Рх = ( 10 - 25) % Рz; Ру = (30 - 50) % Рz. Мкр = Рz Д / 2000.
Глубина резания определяется как толщина слоя срезаемого материала, измеряемая перпендикулярно направлению подачи.
Разработка нормативов режимов резания осуществляется путем разбивки процесса на элементы (переходы) и проводится расчет времени резания (основного времени):

где:
tо - основное технологическое время обработки на станках, т.е. время непосредственного резания поверхности заготовки, мин;
l1 - длина обрабатываемой поверхности по чертежу, мм;
l2 - длина врезания, мм;
l3 - длина перебега, мм;
S - подача, мм/ об.;
n - число оборотов шпинделя (детали), об/мин.;
i - число проходов (количество рабочих ходов инструмента по одной и
той-же поверхности).
На следующих рисунках представлены только отдельные фрагменты обработки на различных станках.
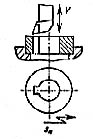
Токарная обработка.
На рисунке показана настройка револьверной головки:

Обработка на сверлильных станках:
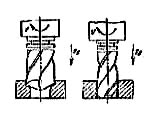
Фрезерная обработка:
Обработка на строгальных станках:

Обработка на долбежных станках:
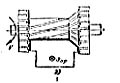
Обработка на шлифовальных станках:

Фрезерование зубьев по методу копирования:
Технологичность изделий
Под технологичностью конструкции понимается совокупность свойств, определяющих её приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и выполнения работ.
Отработка конструкций на технологичность ведется по выполненным чертежам и должна предшествовать разработке технологических процессов и представляет собой часть работ по обеспечению технологичности на этапах разработки конструкции изделия и постановке её на производство.
Отработка конструкций на технологичность должна производиться
как конструкторами, так и технологами, а также производственниками, в процессе подготовки производства к выпуску изделия.
Отработка конструкции на технологичность производится на всех стадиях разработки конструкции, при технологическом оснащении производства и изготовлении изделия.